معلومات عنا
شركة يانتاي يوندي للتكنولوجيا الذكية المحدودة لديها 30 عامًا فقط من الخبرة في الإنتاج، وقد خدمت أكثر من 300 عميل محلي وأجنبي، وأنتجت أكثر من 2000 آلة.
احصل على عرض سعر مجاني
-
بيت

-
مدونة
-
مدونات الصناعة
- كيف تعمل آلة تقشير القضبان على تحسين كفاءة استخدام المواد في إنتاج الفولاذ المسحوب على البارد؟
كيف تعمل آلة تقشير القضبان على تحسين كفاءة استخدام المواد في إنتاج الفولاذ المسحوب على البارد؟
-
 مؤلف
مؤلف - 7,مايو

لطالما شكلت صناعة الفولاذ اللامع الدقيق تحدياً للمجالات التي تتطلب أحجاماً دقيقة وأسطحاً ناعمة. بصفتي محترفاً مصنع آلات التقشير كما تشير بعض الدراسات، فإن هذه الأساليب القديمة تتسبب في هدر كبير للمواد وتثير مخاوف بيئية. أما الآن، فتُعدّ آلة تقشير القضبان خطوة تقنية رئيسية نحو الأمام، إذ تُعيد تشكيل أساليب تصنيع آلات تقشير قضبان الصلب المستخدمة في الإنتاج على نطاق واسع، مما يُحسّن من كفاءة استخدام المواد.
ما هو الدور الأساسي لآلة تقشير القضبان في المدرفلة على الساخن الحانات إنتاج؟
آلة تقشير القضبان، والتي تُسمى أحيانًا مخرطة بدون مركز، تعمل كآلية دقيقة مصممة لإزالة الطبقة الخارجية السوداء أو طبقة الصدأ من القضبان المعدنية الدائرية. وهي تختلف عن أعمال الخراطة التقليدية حيث تدور القطعة. تستخدم آلة تقشير القضبان الدائرية قاطعًا سريع الدوران يتحرك فوق قضيب ثابت أو مستقيم التغذية. يلعب هذا التصميم دورًا حيويًا في إزالة عيوب السطح مثل الشقوق الصغيرة والتراكمات وطبقات فقدان الكربون. تنشأ هذه المشكلات بشكل طبيعي في عملية الدرفلة على الساخن.
تغطي هذه التقنية نطاقًا واسعًا من الأحجام، من 6 مم إلى 360 مم. وهي تزيل الطبقة الخارجية الرقيقة المطلوبة فقط، تاركةً قاعدةً شفافةً وثابتة الحجم لمحاذاة دقيقة.
لماذا يقوم مصنعو آلات تقشير قضبان الصلب بتغيير مواقعهم؟ للتقشير؟
يعود التحول من المخرطة اللامركزية إلى آلة التقشير إلى ثلاثة أسباب رئيسية: السرعة، والاستدامة البيئية، وإعادة استخدام المواد. يُعدّ التجليخ فعالاً للحصول على أطراف ناعمة، ولكنه بطيء ويكلف الكثير من حيث الأدوات الخشنة. في المقابل، توفر آلة تقشير القضبان معدل إزالة مواد أفضل بكثير، وغالبًا ما تعمل بسرعة تتراوح بين 10 إلى 20 ضعفًا مقارنةً بالتجليخ في مراحل التحضير الأولية.

أما فيما يتعلق بالجانب الأخضر، فإن المفتاح أكثر أهمية. استخدام آلة التقشير يمثل هذا تحولاً هاماً في التصنيع المستدام. فالتخليل التقليدي يستخدم مواد كيميائية خطرة وينتج عنه طين نفايات ضار. أما اليوم، فيشجع مصنّعو آلات تقشير قضبان الصلب على استخدام التقشير كطريقة "جافة" أو طريقة التشحيم بكمية قليلة (MQL)، مما يُغني عن غمر القضبان في الأحماض تماماً. إضافةً إلى ذلك، يسهل إعادة تدوير قطع المعدن الناتجة عن التقشير. مع ذلك، يصعب استعادة غبار الطحن، كما أنه يُعرّض صحة العمال للخطر.
كيف تقلل آلة تقشير القضبان الدائرية من هدر المواد؟
تكمن الميزة الرئيسية لآلة تقشير القضبان الدائرية في قدرتها على إجراء قطع دقيقة وخفيفة، مما يحافظ على أكبر قدر ممكن من المادة الداخلية. في عملية تشكيل القضبان المدرفلة على الساخن، يكمن سر الإنتاج الجيد في العمل المتواصل. فالتعامل غير المتساوي مع المواد الخام يؤدي إلى تلف أدوات السحب بسرعة، وقد يعاني المنتج النهائي من تفاوت في المقاسات.
- ضبط الأدوات الديناميكيتتيح إعدادات CNC الجديدة للآلة ضبط عمق القطع في الموقع، حيث تزيل طبقة العيوب فقط، بينما يبقى الفولاذ الداخلي السليم آمناً.
- كبح الاهتزازتعمل بكرات التوجيه الخاصة والمخمدات الهيدروليكية في آلة تقشير القضبان الدائرية على تثبيت القضبان الطويلة. وهذا يمنع "تأثير التذبذب" الذي يتسبب في حدوث قطع إضافية أو أحجام غير منتظمة.
- سير العمل المتكامليؤدي استخدام أداة محاذاة خشنة مع جزء قابل للتقشير إلى توجيه المادة إلى أداة القطع في خط مستقيم. وهذا يقلل من "الحافة الآمنة" الإضافية اللازمة لثني القضبان.
ما هي المزايا التقنية الأساسية لحلول التقشير من شركة YUNDE؟
في السوق العالمية، تضع شركة يوندي معياراً جديداً لتصنيع تروس معدنية عالية الجودة. فهي تجمع بين أنظمة التحكم الآلي والمتانة الميكانيكية الفائقة، مما يغني عن الحاجة إلى الآلات الأجنبية. كما توفر أنظمة خراطة مركزية قوية ومتكاملة محلياً، ترفع سرعة الإنتاج بنسبة تصل إلى 50%.

يوضح الجدول أدناه مواصفات النماذج الشائعة من مخارط بدون مركز (المعروفة أيضًا باسم آلات تقشير القضبان) تستخدم في مواقع الإنتاج السريع:
| نموذج | نطاق القطر (مم) | الطول (م) | السرعة (م/دقيقة) | عمق القطع (جانب واحد مم) | تفاوت القطر | خشونة السطح (ميكرومتر) | المحرك الرئيسي (كيلوواط) | ملاحظة |
| PM25 | Φ6–25 | ≥1.2 | 1~30 | 0.25~1 | ≤IT8 | Ra≤1.6 | 22 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM40 | Φ6–40 | ≥1.4 | 1~18 | 0.25~1.5 | ≤IT8 | Ra≤1.6 | 45 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM60 | Φ12–65 | ≥2.2 | 1~15 | 0.3~2.5 | ≤IT8 | Ra≤1.6 | 55 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM80 | Φ15-80 | ≥2.2 | 1~15 | 0.5~2.5 | ≤IT8 | Ra≤1.6 | 75 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM100 | Φ20-100 | ≥2.5 | 1~12 | 1.0~4.0 | ≤IT8 | Ra≤1.6 | 90 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM130 | Φ35-130 | ≥2.8 | 1~8 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 110 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM160 | Φ40-160 | ≥4 | 1~6 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 132 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM200 | Φ80-200 | ≥4 | 1~5 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 160 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM250 | Φ85-250 | ≥4 | 1~4 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 200 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM350 | Φ150-350 | ≥4.5 | 0.2~2 | 1.0~10.0 | ≤IT8 | Ra≤1.6 | 200 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
تتعامل هذه الوحدات مع أنواع عديدة من المواد، مثل الفولاذ المقاوم للصدأ، وفولاذ المحامل، وخلطات التيتانيوم، ومعادن أخرى غير الحديد. غالبًا ما تتبع خطوط إنتاج السيارات ترتيبًا يتضمن "التسوية الأولية + التقشير + التسوية الدقيقة". يضمن هذا الترتيب أن تتوافق قضبان التلميع النهائية مع أشد المعايير العالمية صرامةً لقطع غيار الآلات وقطع غيار السيارات.
كيف تختار المعدات المناسبة لخط الإنتاج الخاص بك؟
يتطلب اختيار المعدات المناسبة فهمًا دقيقًا لحالة المادة الخام والاستخدام النهائي المُخطط له. على سبيل المثال، يحتاج سلك الملفوف إلى نظام تقشير "ملف إلى ملف" أو "ملف إلى قضيب". تتطلب أعمدة المصانع الكبيرة آلة تقشير قضبان ثقيلة ذات قوة دوران عالية.
ينصح مصنعو آلات تقشير قضبان الصلب المهرة بالتحقق من هذه النقاط:
- نطاق القطرتأكد من أن الوحدة تناسب مقاساتك المعتادة. يجب أن يكون هناك مساحة كافية لتلبية الاحتياجات المستقبلية.
- صلابة المادة: تتطلب الخلطات الصلبة مثل التيتانيوم أو الفولاذ عالي الكربون أشكال قطع خاصة وقواعد آلات متينة لإدارة قوى القطع.
- متطلبات تشطيب السطحللحصول على طرف لامع (Ra < 0.8 ميكرومتر)، أضف خطوة تلميع مباشرة بعد التقشير والمحاذاة.
من خلال خبرتي في هذا المجال، يمكن لخط تقشير مُجهز بشكل صحيح أن يُخفض تكاليف التشغيل بنحو 30% مقارنةً بالخراطة التقليدية. في مثال حديث مع شركة هندية كبيرة لتصنيع الصلب اللامع، أدى إضافة ماكينة تقشير قضبان CNC طراز PM40S إلى تحسين جودة عملهم في إنتاج أعمدة نقل الحركة للسيارات، حيث قلل ذلك من كمية المواد الخردة بشكل ملحوظ.
الخلاصة: القيمة الاستراتيجية لتقنية التقشير
إن استخدام آلة تقشير القضبان يتجاوز مجرد تحسين تقني بسيط، فهو يشكل خطوة مدروسة نحو أعمال معدنية صديقة للبيئة وذات ملمس ناعم. يستبدل المصنّعون الطرق القديمة التي تُهدر الكثير من الموارد بتقنيات الخراطة الدقيقة بدون مركز. وهذا يُحسّن جودة الأسطح، ويتماشى مع أهداف الحوكمة البيئية والاجتماعية والمؤسسية العالمية، ويرفع الأرباح بشكل ملحوظ. ومع تزايد الحاجة إلى قضبان لامعة عالية الجودة في مجالات مثل صناعة الطائرات والطاقة النظيفة، ستلعب تقنيات التقشير المتقدمة دورًا أكبر في نجاح المصانع.
هل ترغب في تحسين إنتاجيتك؟ تواصل مع شركة YUNDE للحصول على محاضرة تقنية مجانية حول خيارات التشطيب المعدني الجديدة.
التعليمات
س: لماذا تعتبر آلة تقشير القضبان أفضل من التخليل الحمضي في إنتاج الصلب؟
أ: توفر آلة تقشير القضبان حلاً عملياً أسرع وأقل ضرراً على البيئة. تعتمد عملية التخليل الحمضي على مواد كيميائية لإزالة التراكمات، بينما تزيل عملية التقشير العيوب وفقدان الكربون بالقوة، مما ينتج عنه سطح أكثر نعومة. كما أنها تتجنب الهدر الخطير وتتيح إعادة تدوير القطع المعدنية مباشرة. هذه الميزات تجذب انتباه مصنعي آلات تقشير قضبان الصلب في الوقت الحالي.
س: ما هو أقصى قطر للمعالجة لآلة تقشير القضبان المستديرة من نوع YUNDE؟
ج: معدات YUNDE مناسبة للعديد من مهام المصانع. تبدأ آلة تقشير القضبان الدائرية الأساسية من YUNDE من قطر 6 مم. أما الموديلات القوية مثل PM350 فتتعامل مع أحجام كبيرة تصل إلى 360 مم. هذا النطاق مناسب لمهام تتراوح من الأسلاك الرقيقة إلى قضبان المصانع الضخمة.
س: هل يمكن لآلة تقشير القضبان التعامل مع سبائك عالية القوة مثل التيتانيوم؟
ج: نعم. تستخدم آلات تقشير القضبان الجديدة هياكل صلبة وأدوات خاصة للتعامل مع الخلطات الصعبة، بما في ذلك الفولاذ المقاوم للصدأ، وفولاذ المحامل، ومزيجات التيتانيوم. غالبًا ما توفر الشركات المصنعة لآلات تقشير قضبان الصلب رؤوس قطع مخصصة للمواد التي يصعب قطعها، مما يحافظ على متانة الأدوات ودقة الأسطح.
س: كيف تحقق آلة تقشير القضبان المستديرة دقة قطر h9؟
أ: الوصول إلى مقاسات h9 أو h10 يعتمد على أدوات التوجيه CNC الدقيقة وأنظمة التثبيت الذكية. تحافظ آلة تقشير القضبان الدائرية على ثبات القضيب في مكانه أثناء دوران القاطع بسرعة. وباستخدامها مع جهاز محاذاة دقيق، يحصل المنتج النهائي على المقاس المناسب وخطوط مستقيمة جيدة.
س: هل توفر شركات تصنيع آلات تقشير قضبان الصلب خطوط إنتاج آلية؟
أ: توفر كبرى شركات تصنيع آلات تقشير قضبان الصلب، مثل شركة يوندي، خطوط إنتاج آلية بالكامل لعمليات "التقويم الأولي + التقشير + التقويم الدقيق". تعمل هذه الأنظمة المتكاملة بسلاسة على تحويل القضبان الداكنة الخام المدرفلة على الساخن إلى قضبان لامعة جاهزة. كما أنها تقلل العمل اليدوي إلى أدنى حد، مما يعزز الإنتاجية ويحافظ على جودة ثابتة حتى مع الإنتاج بكميات كبيرة.
منشور حديث



المنتجات ذات الصلة
المنتجات الأكثر مبيعاً

تقشير اللفائف إلى القضبان - خط التمليس
يتم فك لفائف سلك الفولاذ المقاوم للصدأ وتقويمه مبدئيًا، ثم يُقشر باستخدام مخرطة بدون مركز ويُقطع إلى طول دقيق. بعد عملية تقويم نهائية دقيقة باستخدام جهاز تقويم ثنائي الأسطوانات، يكون المنتج النهائي عبارة عن قضيب مستقيم عالي الدقة من الفولاذ المقاوم للصدأ.

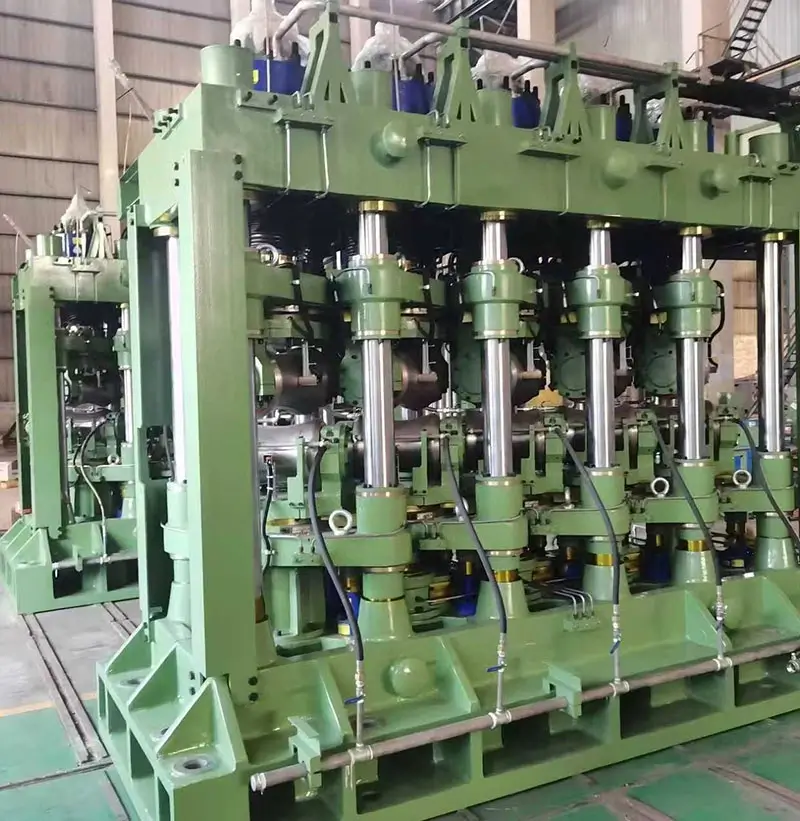
آلة تقشير (مخرطة بدون مركز)
وحدة آلة التقشير (المخرطة بدون مركز) هي منتج تم تطويره بشكل مستقل بعد مقارنة مزايا المنتجات الأجنبية المماثلة ودمجها مع خصائص الإنتاج للمؤسسات المحلية، مما أدى إلى تصميم مبسط ومحسن.

خط إنتاج اللفائف
خط إنتاج اللفائف عبارة عن سلسلة من الآلات تشمل آلة فك وتقويم، وآلة تقشير، وآلية تثبيت، وجهاز ثني مسبق، وآلة إعادة لف، وغيرها. من خلال هذه الآلات، تتم معالجة قضيب اللفائف الأسود ليصبح قضيب لفائف لامعًا ذو جودة سطحية عالية.

ماكينة فرد الشعر من سلسلة BS
آلة تقويم المعادن هي جهاز يُستخدم لتقويم القطاعات المعدنية، والقضبان، والأنابيب، والأسلاك. تستخدم هذه الآلة بكرات تقويم لضغط المادة، مما يُغير استقامتها. عادةً، تتكون آلة التقويم من صفين من بكرات التقويم، بأعداد متفاوتة. كما توجد آلات تقويم ثنائية البكرات، تعتمد على تغيير زاوية بكرتين (ذات شكل مقعر زائدي) لتقويم مواد ذات أقطار مختلفة.
ماكينة تقويم الأنابيب الفولاذية متعددة البكرات
هو جهاز ميكانيكي يُستخدم لتقويم انحناءات الأنابيب الفولاذية وتصحيح شكلها البيضاوي. يُستخدم لتقويم الأنابيب المصنوعة من الفولاذ عالي السبائك، والفولاذ المقاوم للتآكل، والفولاذ المقاوم للحرارة، والسبائك الحديدية والنيكل، وسبائك النيكل والتيتانيوم، وذلك لتقليل عدم استقامة الأنابيب في طولها وعدم استدارتها في مقطعها العرضي.

آلة تقويم أفقية ورأسية
حرر عجلة اليد الخاصة بآلة فرد الأسلاك متعددة البكرات الأفقية والرأسية للسماح بمرور لفة السلك عبر بكرات الفرد. أحكم ربط عجلة اليد في الوضع المحدد تجريبياً، وشغّل جهاز التغذية، وكرر عملية الفرد عدة مرات. ثم أدخل لفة السلك إلى بكرات الفرد الرأسية، باتباع نفس الإجراء المتبع في الفرد الأفقي. وأخيراً، أدخل لفة السلك إلى جهاز التغذية الخاص بآلة التقشير.