معلومات عنا
شركة يانتاي يوندي للتكنولوجيا الذكية المحدودة لديها 30 عامًا فقط من الخبرة في الإنتاج، وقد خدمت أكثر من 300 عميل محلي وأجنبي، وأنتجت أكثر من 2000 آلة.
احصل على عرض سعر مجاني
-
بيت

-
مدونة
-
مدونات الصناعة
- كيفية تحسين خشونة السطح في آلات تقشير قضبان الصلب
كيفية تحسين خشونة السطح في آلات تقشير قضبان الصلب
-
مؤلف
- 4,يونيو
 مؤلف
مؤلف 
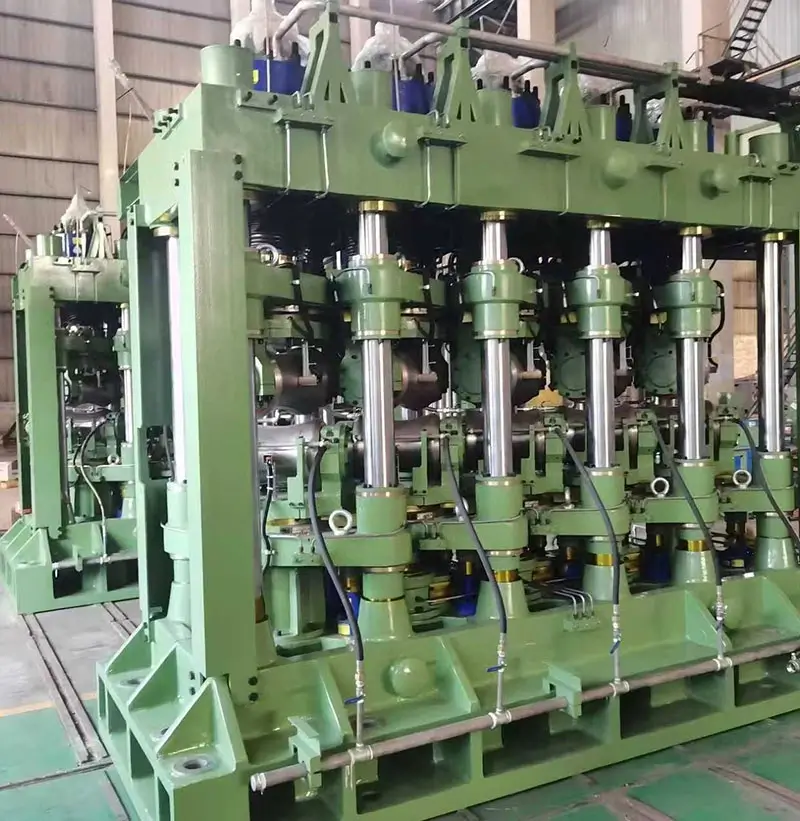
ما هي آلة التقشير وكيف تعمل؟
في عالم صناعة المعادن اليوم، يتطلب إنتاج قضبان لامعة عالية الجودة أكثر من مجرد معالجة سطحية بسيطة. فآلة تقشير الفولاذ أداة تقنية للغاية، مصممة لإزالة عيوب السطح مثل طبقات الكربون المحترق، وقشور الصدأ، والشقوق الدقيقة من القضبان المعدنية. وهذا ليس كالتلميع البسيط الذي يقتصر على فرك السطح فقط؛ مصنع آلات التقشير صُممت هذه الآلة لإزالة المواد الزائدة والحصول على سطح أملس ودقيق. في العديد من ورش التصنيع، لا يكون القضيب جاهزًا إلا بعد مروره بهذه الوحدة. تضمن هذه الخطوة تشكيله وتقشيره آليًا ليناسب الاحتياجات الدقيقة. أثناء تقشير قضبان الصلب، يدخل الخام إلى الجهاز، حيث يقوم قاطع دوار بتقشير طبقة رقيقة من الطبقة الخارجية ببطء. تعمل هذه العملية على إزالة النتوءات السطحية، كما تضمن المقاس المناسب وتساعد القضيب على البقاء مستقيمًا. لتحسين نعومة سطح التقشير، يجب معرفة كيفية عمل الآلة، وسرعة تغذيتها، وكيفية الحفاظ عليها في حالة جيدة.
لماذا يُعدّ تقشير خشونة السطح أمرًا بالغ الأهمية؟
تُعدّ جودة السطح الخارجي عاملاً بالغ الأهمية في كفاءة قضبان الصلب في التطبيقات عالية الدقة. فالعيوب الصغيرة قد تُسبب احتكاكاً وتآكلاً أكبر في المراحل اللاحقة، وقد تؤدي أيضاً إلى عدم محاذاة الأجزاء أو تلفها المبكر. عند تحسين خشونة سطح التقشير، تصل قيمة Ra للقضبان إلى 1.6 ميكرون، وهو مستوى مثالي للأعمدة عالية الدقة. كما تتحسن استقامة القضبان، حيث تصل غالباً إلى حدّ يتراوح بين 0.1 و0.4 مليمتر لكل متر بعد الانتهاء من العمل النهائي. وتزداد سرعة خطوط تقشير قضبان الصلب الإجمالية، نظراً لانخفاض الجهد المطلوب بعد ذلك. ويؤكد العاملون في المصانع أن خراطة القضبان وتقشيرها بالطريقة الصحيحة يُسرّعان الخطوات اللاحقة كالقطع والتشكيل اللولبي، كما يُطيلان عمر الأدوات. وهذا ما يجعل التقشير السلس عنصراً أساسياً في عمليات المصانع الحديثة.
كيفية التحسينو خشونة سطح التقشير: المعايير الفنية
ضبط آلة التقشير بدقة، وتحديداً آلة التقشير الفولاذية آلة تقشيريتطلب الأمر تعديلات دقيقة للغاية. يُعدّ كلٌّ من عمق القطع وسرعة دفع القضيب عاملين حاسمين. قد تبدأ القطع من جانب واحد من 0.25 مليمتر للقضبان الرقيقة وتصل إلى 5 مليمترات للقضبان السميكة. تتراوح سرعات التغذية من 1 إلى 18 مترًا في الدقيقة، وذلك حسب حجم القضيب ونوع الأداة المستخدمة. كما تُعدّ حدود الحجم عاملاً بالغ الأهمية. يساعد استخدام معايير IT8 في الحفاظ على إزالة المعدن بشكل متساوٍ ويمنع ظهور تموجات على السطح. تتيح الميزات الجديدة، مثل وحدات التحكم المنطقية القابلة للبرمجة (PLC)، للعمال إصلاح الأدوات أثناء التشغيل، كما أنها تتعقب القطر في حلقة مغلقة، مما يحافظ على استقرار العمل دون توقف خط الإنتاج. تُعدّ عادات الصيانة الجيدة ضرورية أيضًا، حيث يُساعد محاذاة المغزل واستخدام الزيت والحفاظ على شفرات حادة في تحسين مظهر السطح. كما يُساهم تقليل الاهتزازات والحفاظ على ثبات القاعدة في تحسين خشونة سطح التقشير، مما يضمن خراطة القضبان وتقشيرها بنفس الطريقة في كل مرة. يوضح الجدول أدناه التفاصيل الفنية لعدة نماذج مستخدمة في تقشير قضبان الصلب.
| نموذج | نطاق القطر (مم) | الطول (م) | السرعة (م/دقيقة) | عمق القطع (جانب واحد مم) | تفاوت القطر | خشونة السطح (ميكرومتر) | المحرك الرئيسي (كيلوواط) | ملاحظة |
| PM25 | Φ6–25 | ≥1.2 | 1~30 | 0.25~1 | ≤IT8 | Ra≤1.6 | 22 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM40 | Φ6–40 | ≥1.4 | 1~18 | 0.25~1.5 | ≤IT8 | Ra≤1.6 | 45 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM60 | Φ12–65 | ≥2.2 | 1~15 | 0.3~2.5 | ≤IT8 | Ra≤1.6 | 55 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM80 | Φ15-80 | ≥2.2 | 1~15 | 0.5~2.5 | ≤IT8 | Ra≤1.6 | 75 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM100 | Φ20-100 | ≥2.5 | 1~12 | 1.0~4.0 | ≤IT8 | Ra≤1.6 | 90 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM130 | Φ35-130 | ≥2.8 | 1~8 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 110 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM160 | Φ40-160 | ≥4 | 1~6 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 132 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM200 | Φ80-200 | ≥4 | 1~5 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 160 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM250 | Φ85-250 | ≥4 | 1~4 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 200 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
| PM350 | Φ150-350 | ≥4.5 | 0.2~2 | 1.0~10.0 | ≤IT8 | Ra≤1.6 | 200 | نظام التحكم الرقمي بالكمبيوتر (CNC) أوتوماتيكي بالكامل نصف أوتوماتيكي |
توضح هذه الحقائق كيفية عمل آلة تقشير الفولاذ مع مختلف أحجام القضبان، حيث تحافظ على عملية التقشير متساوية لمجموعة واسعة من المنتجات.

كيف تُحسّن عملية سير العمل في الإنتاج كفاءة التقشير
تُحسّن خطة العمل الذكية جودة التشطيب وسرعة خط الإنتاج. تدخل القضبان الخام إلى آلة تقشير الفولاذ بعد خطوة تقويم أولية سريعة، مما يمنع الآلة من التوقف أو القطع غير المتساوي. ثم تقوم الوحدة بإزالة العيوب بثبات، ما يؤدي إلى قيم Ra أقل من 1.6 ميكرون. بعد ذلك، تمر القضبان عبر جهاز تقويم دقيق، يُصلح أي انحناءات أو التواءات، ويساعد على الوصول إلى حدود استقامة دقيقة تصل إلى 0.1 مليمتر لكل متر. في النهاية، تُقطع القضبان وتُكدس للشحن. يضمن استخدام آلة YUNDE واحدة في خط إنتاج آلي معالجة كل قطعة وتشكيلها وتقشيرها دون أي انقطاع، مما يقلل وقت التوقف ويُحسّن كفاءة التقشير بشكل كبير.
ما هي النصائح التشغيلية التي تزيد الكفاءة إلى أقصى حد وتحسن خشونة السطح؟
حتى من الدرجة الأولى آلة تقشير القضبانتحتاج آلة تقشير الفولاذ إلى العناية المناسبة للحفاظ على أدائها الأمثل. يُحافظ فحص الشفرات وتغييرها بانتظام على حدتها للحصول على مظهر نظيف. يجب ضبط الآلة بناءً على عرض وطول وخشونة القضيب، لضمان ثبات القطع. راقب سرعة التغذية وعمقها بدقة لتجنب أي اهتزازات. يُساعد استخدام نظام التحكم المنطقي القابل للبرمجة (PLC) على استقرار تشغيل آلة التقشير، ويُقلل من التغييرات غير المرغوب فيها. يُحسّن منع اهتزاز الآلة واستخدام كمية كافية من الزيت من خشونة سطح التقشير، ويُطيل عمرها. يُتيح ذلك تشكيل قضبان الفولاذ وتقشيرها بكفاءة عالية مع الحفاظ على أفضل جودة للسطح.
لماذا نختار آلات التقشير الحديثة بدلاً من الطرق التقليدية؟
عند النظر إلى عمليات السحب على البارد أو التنظيف الكيميائي، تُعدّ آلة تقشير الفولاذ خيارًا أفضل بكثير. تعمل هذه الأدوات بسرعة فائقة، غالبًا من ضعفين إلى عشرة أضعاف سرعة الطرق التقليدية. وتُنتج قضبانًا لامعة ذات مظهر أفضل بكثير. تبقى التكاليف منخفضة على المدى الطويل نظرًا لقلة عدد العمال المطلوبين. كما يسهل تكرار النتائج مرارًا وتكرارًا. وهذا يلبي الاحتياجات العالية للصناعات الدقيقة. ويؤكد مالكو آلات YUNDE أنهم يحصلون على أسطح أفضل وعدد أقل من الأجزاء التالفة. وهذا ما يجعلها الخيار الأمثل لإنتاج قضبان لامعة في العديد من المجالات اليوم.

خاتمة
يعتمد الحصول على قضبان فولاذية لامعة عالية الجودة على مدى دقة تحسين خشونة سطح التقشير. تُعدّ آلة تقشير الفولاذ الأداة الأهم لمعالجة عيوب السطح وضمان دقة المقاسات. من خلال ضبط الإعدادات واختيار الطراز المناسب، يمكن للمصانع تعزيز كلٍّ من السرعة والجودة. يضمن استخدام الأدوات الحديثة من YUNDE نتائج ثابتة، ويدعم مسار عمل سريع حتى لأصعب المهام الصناعية.
التعليمات
كيف يمكنني ضمان أن آلات تقشير الفولاذ من نوع YUNDE تنتج قضبان فولاذية ناعمة؟
حافظ على الماكينة في أفضل حالاتها، واضبط عمق القطع ليتناسب مع حجم القضيب. استخدم الأدوات التلقائية المدمجة للحفاظ على ثبات القطر. تساعد هذه العادات على تشكيل القضيب وتشكيله وتقشيره بدقة سطحية (Ra) تبلغ 1.6 ميكرون أو أقل.
كيف أفعل ذلك؟ تحسين pخشونة سطح الشعور بالنسبة للقضبان ذات العيوب السطحية؟
قم بتقويم القضبان أولاً إذا كانت مثنية. ثم اضبط إعدادات آلة التقشير، مثل السرعة والعمق، لتناسب المعدن. هذا يزيل الشقوق والصدأ ليخلق سطحاً أملساً للغاية.
ما هي ممارسات الصيانة الموصى بها لتشغيل آلة التقشير؟
افحص محور الدوران بانتظام واستبدل الشفرات البالية. حافظ على تزييت جميع الأجزاء ومنع اهتزاز الجهاز. تساعد هذه الخطوات على تحسين كفاءة التقشير والحفاظ على نعومة السطح.
هل يمكن دمج آلة تقشير YUNDE في خطوط الإنتاج الآلية؟
نعم، يمكنهم ذلك. وحدات YUNDE مصممة للعمل مع أدوات التقويم والقطع الآلية. وهذا يسمح بتشكيل القضبان وتقشيرها آليًا بأقل قدر من التدخل اليدوي.
منشور حديث



المنتجات ذات الصلة
المنتجات الأكثر مبيعاً

تقشير اللفائف إلى القضبان - خط التمليس
يتم فك لفائف سلك الفولاذ المقاوم للصدأ وتقويمه مبدئيًا، ثم يُقشر باستخدام مخرطة بدون مركز ويُقطع إلى طول دقيق. بعد عملية تقويم نهائية دقيقة باستخدام جهاز تقويم ثنائي الأسطوانات، يكون المنتج النهائي عبارة عن قضيب مستقيم عالي الدقة من الفولاذ المقاوم للصدأ.

آلة تقشير (مخرطة بدون مركز)
وحدة آلة التقشير (المخرطة بدون مركز) هي منتج تم تطويره بشكل مستقل بعد مقارنة مزايا المنتجات الأجنبية المماثلة ودمجها مع خصائص الإنتاج للمؤسسات المحلية، مما أدى إلى تصميم مبسط ومحسن.

خط إنتاج اللفائف
خط إنتاج اللفائف عبارة عن سلسلة من الآلات تشمل آلة فك وتقويم، وآلة تقشير، وآلية تثبيت، وجهاز ثني مسبق، وآلة إعادة لف، وغيرها. من خلال هذه الآلات، تتم معالجة قضيب اللفائف الأسود ليصبح قضيب لفائف لامعًا ذو جودة سطحية عالية.

ماكينة فرد الشعر من سلسلة BS
آلة تقويم المعادن هي جهاز يُستخدم لتقويم القطاعات المعدنية، والقضبان، والأنابيب، والأسلاك. تستخدم هذه الآلة بكرات تقويم لضغط المادة، مما يُغير استقامتها. عادةً، تتكون آلة التقويم من صفين من بكرات التقويم، بأعداد متفاوتة. كما توجد آلات تقويم ثنائية البكرات، تعتمد على تغيير زاوية بكرتين (ذات شكل مقعر زائدي) لتقويم مواد ذات أقطار مختلفة.
ماكينة تقويم الأنابيب الفولاذية متعددة البكرات
هو جهاز ميكانيكي يُستخدم لتقويم انحناءات الأنابيب الفولاذية وتصحيح شكلها البيضاوي. يُستخدم لتقويم الأنابيب المصنوعة من الفولاذ عالي السبائك، والفولاذ المقاوم للتآكل، والفولاذ المقاوم للحرارة، والسبائك الحديدية والنيكل، وسبائك النيكل والتيتانيوم، وذلك لتقليل عدم استقامة الأنابيب في طولها وعدم استدارتها في مقطعها العرضي.

آلة تقويم أفقية ورأسية
حرر عجلة اليد الخاصة بآلة فرد الأسلاك متعددة البكرات الأفقية والرأسية للسماح بمرور لفة السلك عبر بكرات الفرد. أحكم ربط عجلة اليد في الوضع المحدد تجريبياً، وشغّل جهاز التغذية، وكرر عملية الفرد عدة مرات. ثم أدخل لفة السلك إلى بكرات الفرد الرأسية، باتباع نفس الإجراء المتبع في الفرد الأفقي. وأخيراً، أدخل لفة السلك إلى جهاز التغذية الخاص بآلة التقشير.