ABOUT US
Yantai Yunde Intelligent Technology Co., Ltd. has only 30 years of production experience, has served more than 300 domestic and foreign customers, and has produced more than 2,000 machines.
GET A FREE QUOTE
-
Home

-
Blog
-
Industry Blogs
- How to Optimize Surface Roughness in Steel Bar Peeling Machines
How to Optimize Surface Roughness in Steel Bar Peeling Machines
-
author
- 4,June
 author
author 
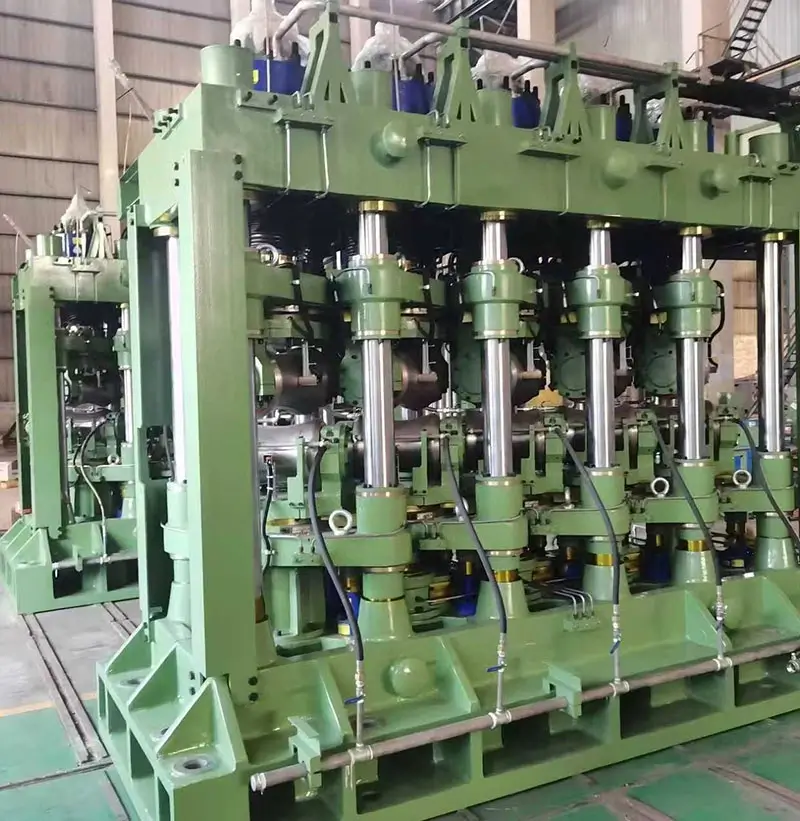
What Is a Peeling Machine and How Does It Work
In the world of metalwork today, making top-tier bright bars takes more than just basic surface work. A steel peeling machine is a very technical tool. It is built to strip away surface flaws like burnt carbon layers, rust scales, and tiny cracks from metal bars. This is not like simple polishing that only rubs the top; a peeling machine manufacturer designs it to carve away material to create a flat and exact finish. On many shop floors, a bar is only ready after it goes through this unit. This step ensures it is machine turned and peeled to fit tight needs. During steel bar peeling, the raw stock goes into the device. There, a spinning cutter slowly shaves a thin slice off the outer layer. This act fixes surface bumps. It also makes sure the size is right and helps the bar stay straight. To optimize peeling surface roughness, you must know how the machine works, how fast to feed it, and how to keep it in good shape.
Why Peeling Surface Roughness Is Critical
The quality of the outer surface matters a lot for how well steel bars work in high-end jobs. Small flaws can cause more rubbing and wear in later work. They can also lead to parts not lining up or breaking too soon. When you optimize peeling surface roughness, the bars get a steady Ra value of 1.6 microns. This level is perfect for high-accuracy shafts. Straightness gets better too. Often, it reaches a limit of 0.1 to 0.4 millimeters per meter after the final work is done. The total speed of steel bar peeling lines goes up because you need less work afterward. Shops say that when bars are machine turned and peeled the right way, later steps like cutting or threading go faster. Also, the tools last much longer. This makes smooth peeling a key part of modern factory work.
How to Optimize Peeling Surface Roughness: Technical Parameters
Fine-tuning a Peeling machine, specifically a steel peeling machine, needs very careful changes. How deep you cut and how fast you push the bar are both vital. Single-side cuts might start at 0.25 millimeters for thin bars and go up to 5 millimeters for thick ones. Feed speeds range from 1 to 18 meters per minute. This depends on the bar size and the specific tool model. Size limits are also a big deal. Using IT8 standards helps keep the metal removal even and stops surface wavy patterns. New features, such as PLC controls, let workers fix tools while they run. They also track the diameter in a closed loop. This keeps the work steady without stopping the line. Good care habits are also a must. Aligning the spindle, using oil, and keeping blades sharp all help the surface look better. Cutting down on shakes and keeping the base steady will further optimize peeling surface roughness. This ensures that the bars are machine turned and peeled the same way every time. The table below shows the tech details for several models used in steel bar peeling:
| Model | Diameter Range(mm) | Length (m) | Speed(m/min) | Cutting Depth(single side mm) | Diameter Tolerance | Surface Roughness (μm) | Main Motor (KW) | Remark |
| PM25 | Φ6–25 | ≥1.2 | 1~30 | 0.25~1 | ≤IT8 | Ra≤1.6 | 22 | Fully-auto CNC Semi-auto |
| PM40 | Φ6–40 | ≥1.4 | 1~18 | 0.25~1.5 | ≤IT8 | Ra≤1.6 | 45 | Fully-auto CNC Semi-auto |
| PM60 | Φ12–65 | ≥2.2 | 1~15 | 0.3~2.5 | ≤IT8 | Ra≤1.6 | 55 | Fully-auto CNC Semi-auto |
| PM80 | Φ15-80 | ≥2.2 | 1~15 | 0.5~2.5 | ≤IT8 | Ra≤1.6 | 75 | Fully-auto CNC Semi-auto |
| PM100 | Φ20-100 | ≥2.5 | 1~12 | 1.0~4.0 | ≤IT8 | Ra≤1.6 | 90 | Fully-auto CNC Semi-auto |
| PM130 | Φ35-130 | ≥2.8 | 1~8 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 110 | Fully-auto CNC Semi-auto |
| PM160 | Φ40-160 | ≥4 | 1~6 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 132 | Fully-auto CNC Semi-auto |
| PM200 | Φ80-200 | ≥4 | 1~5 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 160 | Fully-auto CNC Semi-auto |
| PM250 | Φ85-250 | ≥4 | 1~4 | 1.0~5.0 | ≤IT8 | Ra≤1.6 | 200 | Fully-auto CNC Semi-auto |
| PM350 | Φ150-350 | ≥4.5 | 0.2~2 | 1.0~10.0 | ≤IT8 | Ra≤1.6 | 200 | Fully-auto CNC Semi-auto |
These facts show how the steel peeling machine works with various bar sizes. It keeps the peeling even across a big range of goods.

How Production Workflow Enhances Peeling Efficiency
A smart work plan boosts both the quality of the finish and how fast the line moves. Raw bars enter the steel peeling machine after a quick pre-straightening step. This stops the machine from getting stuck or cutting unevenly. The unit then trims off flaws in a steady way. This leads to Ra values under 1.6 microns. Next, the bars go through a precision straightener. This fixes any bends or twists. It helps reach straightness limits as tight as 0.1 millimeters per meter. At the end, the bars are cut and stacked for shipping. Using one YUNDE machine in an auto-line makes sure every piece is machined turned and peeled with no breaks. This lowers downtime and offers great peeling efficiency tips for the user.
What Operational Tips Maximize Efficiency and Optimize Surface Roughness
Even a top-tier bar peeling machine, or steel peeling machine, needs the right care to stay at its best. Checking and changing the blades often keeps them sharp for a clean look. You must set the machine based on how wide, long, and rough the bar is. This ensures the cut stays the same. Watch the feed speed and depth closely to avoid bumps. Using the PLC system helps keep the peeling machine operation stable. It cuts down on changes that you don’t want. Keeping the machine from shaking and using plenty of oil will optimize peeling surface roughness. It also makes the machine last longer. This lets the steel bars be machined turned and peeled well while keeping the best surface quality.
Why Choose Modern Peeling Machines Over Traditional Methods
When you look at cold drawing or chemical cleaning, a steel peeling machine is much better. These tools work much faster, often two to ten times faster than old ways. They create bright bars with a much better look. Costs stay lower over time because you need fewer workers. The results are easy to do again and again. This meets the high needs of precision industries. Owners of YUNDE machine say they see better surfaces and fewer bad parts. This makes them the top choice for making bright bars in many fields today.

Conclusion
Getting high-quality bright steel bars relies on how well you optimize peeling surface roughness. The steel peeling machine is the most important tool for fixing surface flaws and making sizes exact. By tuning the settings and picking the right model, shops can boost both speed and quality. Using modern tools from YUNDE ensures steady results. It supports a fast work path for even the toughest industrial tasks.
FAQ
How can I ensure YUNDE peeling machines produce smooth steel bars?
Keep the machine in top shape and set the cut depth to match the bar size. Use the built-in auto tools to keep the diameter steady. These habits help the bar be machined turned and peeled with an Ra of 1.6 microns or less.
How do I optimize peeling surface roughness for bars with surface defects?
Straighten the bars first if they are bent. Then, set the peeling machine operation settings like speed and depth to fit the metal. This removes cracks and rust to create a very slick surface.
What are the recommended maintenance practices for peeling machine operation?
Look at the spindle often and swap out dull blades. Keep everything oiled and stop the machine from vibrating. These steps help with peeling efficiency tips and keep the surface smooth.
Can a YUNDE peeling machine be integrated into automated production lines?
Yes, they can. YUNDE units are built to work with auto-straightening and cutting tools. This allows bars to be machine turned and peeled with very little manual help.
Recent Post



Related Products
Best-selling Products

Coil To Bar Peeling&Straightening Line
Stainless steel wire rod is decoiled and pre-straightened, then peeled using a centerless lathe and cut to a precise length. Following a final precision straightening pass through a two-roll straightener, the resulting product is a high-precision stainless steel straight bar.

Peeling machine(centerless lathe)
The peeling machine (centerless lathe) unit is a product independently developed after comparing and contrasting the advantages of similar foreign products and combining them with the production characteristics of domestic enterprises, resulting in a simplified and optimized design.

Coil to coil production line
Coil to coil production line is a serial of the machines includes payoff & straightening machine, peeling machine, clamping mechanism, pre-bending device, recoiler machine etc. through above machines, the black coil rod will be processed to bright coil rod with good surface quality

Straightening machine BS Series
A straightening machine is a device used to straighten metal profiles, bars, tubes, and wires. The straightening machine uses straightening rollers to compress the material, altering its straightness. Generally, there are two rows of straightening rollers, with varying numbers of rollers. There are also two-roller straightening machines, which rely on the angle change of two rollers (with a concave, hyperbolic shape) to straighten materials of different diameters.
Multi-Roll Steel Pipe Straightening Machine
It is a mechanical device used to straighten the curvature and ovality of steel pipes. It is used to straighten pipes made of high alloy, corrosion-resistant, heat-resistant, heat-resistant steel and alloy, iron-nickel, nickel and titanium alloys , so as to reduce longitudinal non-straightness and cross-sectional non-roundness.

Horizontal and vertical straightening machine
Release the handwheel of the multi-roll horizontal and vertical straightening machine to allow the wire coil to pass through the straightening rollers. Tighten the handwheel to the empirically determined position, start the feeding device, and perform repeated straightening trials. Then feed the wire coil to the vertical straightening rollers, following the same procedure as for horizontal straightening. Finally, feed the wire coil to the peeling machine's feeding device.