À PROPOS DE NOUS
La société Yantai Yunde Intelligent Technology Co., Ltd., forte de seulement 30 ans d'expérience en production, a servi plus de 300 clients nationaux et étrangers et a produit plus de 2 000 machines.
DEMANDEZ UN DEVIS GRATUIT
-
Maison

-
Blog
-
Blogs de l'industrie
- Comment optimiser la rugosité de surface des machines à peler les barres d'acier
Comment optimiser la rugosité de surface des machines à peler les barres d'acier
-
auteur
- 4,juin
 auteur
auteur 
Qu'est-ce qu'une machine à peler et comment fonctionne-t-elle ?
Dans le monde de la métallurgie actuelle, la fabrication de barres brillantes de haute qualité exige bien plus qu'un simple travail de surface. Une machine à décaper l'acier est un outil très technique. Elle est conçue pour éliminer les défauts de surface tels que les couches de carbone brûlé, les calamines et les microfissures des barres métalliques. Il ne s'agit pas d'un simple polissage qui ne fait que frotter la surface ; fabricant de machines à peler Cette machine est conçue pour enlever de la matière et obtenir une finition plane et précise. Dans de nombreux ateliers, une barre n'est prête qu'après son passage dans cette machine. Cette étape garantit un tournage et un décapage précis, adaptés aux exigences les plus strictes. Lors du décapage des barres d'acier, la matière brute est introduite dans la machine. Un outil de coupe rotatif y enlève lentement une fine couche, corrigeant ainsi les irrégularités de surface. Ce procédé assure également des dimensions exactes et contribue à la rectitude de la barre. Pour optimiser la rugosité de surface après décapage, il est essentiel de comprendre le fonctionnement de la machine, sa vitesse d'alimentation et les règles d'entretien.
Pourquoi la rugosité de surface lors du pelage est essentielle
La qualité de la surface extérieure est cruciale pour le bon fonctionnement des barres d'acier dans les applications de haute précision. De petits défauts peuvent engendrer un frottement et une usure accrus lors des opérations ultérieures. Ils peuvent également entraîner un mauvais alignement des pièces ou une rupture prématurée. En optimisant la rugosité de la surface de décapage, les barres atteignent une valeur Ra stable de 1,6 micron. Ce niveau est idéal pour les arbres de haute précision. La rectitude est également améliorée. Elle atteint souvent une limite de 0,1 à 0,4 millimètre par mètre après l'usinage final. La vitesse globale des lignes de décapage des barres d'acier augmente, car le travail ultérieur est réduit. Les ateliers affirment que lorsque les barres sont usinées et décapées correctement, les étapes suivantes, comme la découpe ou le filetage, sont plus rapides. De plus, la durée de vie des outils est considérablement prolongée. Un décapage lisse est donc un élément clé du travail en usine moderne.
Comment optimiseret Rugosité de surface après pelage : paramètres techniques
Réglage précis d'une machine à peler, en particulier d'une machine en acier machine à pelerLe processus exige des réglages très précis. La profondeur de coupe et la vitesse d'avance de la barre sont essentielles. Les coupes unilatérales peuvent commencer à 0,25 millimètre pour les barres fines et aller jusqu'à 5 millimètres pour les barres épaisses. Les vitesses d'avance varient de 1 à 18 mètres par minute, selon le diamètre de la barre et le modèle d'outil. Les limites dimensionnelles sont également un facteur important. L'utilisation de la norme IT8 garantit un enlèvement de métal uniforme et évite les irrégularités de surface. De nouvelles fonctionnalités, comme les commandes PLC, permettent aux opérateurs de régler les outils en cours d'usinage. Elles assurent également un suivi du diamètre en boucle fermée, ce qui garantit la régularité du travail sans interrompre la chaîne. Un entretien rigoureux est indispensable : aligner la broche, lubrifier la machine et affûter les lames contribuent à une meilleure qualité de surface. Réduire les vibrations et stabiliser la base optimisent la rugosité de la surface après décapage, assurant ainsi un usinage et un décapage uniformes. Le tableau ci-dessous présente les caractéristiques techniques de plusieurs modèles utilisés pour le décapage des barres d'acier :
| Modèle | Plage de diamètres (mm) | Longueur (m) | Vitesse (m/min) | Profondeur de coupe (un seul côté, mm) | Tolérance de diamètre | Rugosité de surface (μm) | Moteur principal (KW) | Remarque |
| PM25 | Φ6–25 | ≥1,2 | 1~30 | 0.25~1 | ≤IT8 | Ra≤1,6 | 22 | CNC entièrement automatisée Semi-auto |
| PM40 | Φ6–40 | ≥1,4 | 1~18 | 0.25~1.5 | ≤IT8 | Ra≤1,6 | 45 | CNC entièrement automatisée Semi-auto |
| PM60 | Φ12–65 | ≥2,2 | 1~15 | 0.3~2.5 | ≤IT8 | Ra≤1,6 | 55 | CNC entièrement automatisée Semi-auto |
| PM80 | Φ15-80 | ≥2,2 | 1~15 | 0.5~2.5 | ≤IT8 | Ra≤1,6 | 75 | CNC entièrement automatisée Semi-auto |
| PM100 | Φ20-100 | ≥2,5 | 1~12 | 1.0~4.0 | ≤IT8 | Ra≤1,6 | 90 | CNC entièrement automatisée Semi-auto |
| PM130 | Φ35-130 | ≥2,8 | 1~8 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 110 | CNC entièrement automatisée Semi-auto |
| PM160 | Φ40-160 | ≥4 | 1~6 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 132 | CNC entièrement automatisée Semi-auto |
| PM200 | Φ80-200 | ≥4 | 1~5 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 160 | CNC entièrement automatisée Semi-auto |
| PM250 | Φ85-250 | ≥4 | 1~4 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 200 | CNC entièrement automatisée Semi-auto |
| PM350 | Φ150-350 | ≥4,5 | 0.2~2 | 1.0~10.0 | ≤IT8 | Ra≤1,6 | 200 | CNC entièrement automatisée Semi-auto |
Ces données montrent comment la machine à peler l'acier fonctionne avec des barres de différentes dimensions. Elle assure un pelage uniforme pour une large gamme de produits.

Comment le flux de production améliore l'efficacité du pelage
Un plan de travail optimisé améliore la qualité de la finition et la cadence de la ligne. Après un pré-redressage rapide, les barres brutes sont acheminées vers la dérouleuse d'acier. Cette étape évite le blocage de la machine et les découpes irrégulières. L'unité élimine ensuite les défauts de manière constante, garantissant des valeurs Ra inférieures à 1,6 micron. Les barres passent ensuite dans une redresseuse de précision qui corrige les courbures et les torsions, permettant d'atteindre une rectitude de 0,1 millimètre par mètre. Enfin, les barres sont coupées et empilées pour l'expédition. L'utilisation d'une machine YUNDE dans une ligne automatisée assure un usinage, un tournage et un déroulage sans interruption de chaque pièce. Ceci réduit les temps d'arrêt et offre des conseils précieux pour une efficacité de déroulage optimale.
Quels conseils opérationnels permettent de maximiser l'efficacité et d'optimiser la rugosité de surface ?
Même un niveau supérieur machine à peler les barresUne machine à décaper l'acier nécessite un entretien régulier pour un fonctionnement optimal. Le contrôle et le remplacement fréquents des lames garantissent leur tranchant et une finition impeccable. Le réglage de la machine doit être adapté à la largeur, la longueur et la rugosité de la barre afin d'assurer une coupe uniforme. Surveillez attentivement la vitesse et la profondeur d'avance pour éviter les irrégularités. L'utilisation d'un système PLC contribue à la stabilité du fonctionnement de la machine et réduit les variations indésirables. Un système stable, utilisant une lubrification suffisante, optimise la rugosité de la surface de décapage et prolonge sa durée de vie. Ainsi, les barres d'acier peuvent être usinées, tournées et décapées avec précision, tout en conservant une qualité de surface optimale.
Pourquoi choisir les machines à peler modernes plutôt que les méthodes traditionnelles ?
Lorsqu'on compare l'étirage à froid ou le décapage chimique, une machine à décaper l'acier offre des performances nettement supérieures. Ces outils sont beaucoup plus rapides, souvent deux à dix fois plus rapides que les méthodes traditionnelles. Ils produisent des barres brillantes d'une qualité bien supérieure. Les coûts restent inférieurs sur le long terme grâce à une main-d'œuvre réduite. Les résultats sont faciles à reproduire. Cela répond aux exigences élevées des industries de précision. Les propriétaires de machines YUNDE témoignent d'une meilleure qualité de surface et d'une réduction des défauts. C'est pourquoi ces machines sont aujourd'hui le choix privilégié pour la production de barres brillantes dans de nombreux secteurs.

Conclusion
L'obtention de barres d'acier brillant de haute qualité dépend de l'optimisation du décapage. La machine à décaper l'acier est l'outil indispensable pour corriger les défauts de surface et garantir des dimensions précises. En ajustant les paramètres et en choisissant le modèle adapté, les ateliers peuvent améliorer à la fois la productivité et la qualité. L'utilisation d'outils modernes YUNDE assure des résultats constants et permet un flux de travail rapide, même pour les tâches industrielles les plus exigeantes.
FAQ
Comment puis-je m'assurer que les machines à dérouler YUNDE produisent des barres d'acier lisses ?
Maintenez la machine en parfait état et réglez la profondeur de coupe en fonction du diamètre de la barre. Utilisez les outils automatiques intégrés pour garantir un diamètre constant. Ces précautions permettent d'usiner, de tourner et de peler la barre avec une rugosité Ra inférieure ou égale à 1,6 micron.
Comment faire ? optimiser prugosité de surface de l'anguille pour les barres présentant des défauts de surface ?
Redressez d'abord les barres si elles sont tordues. Ensuite, réglez les paramètres de la ponceuse (vitesse et profondeur) en fonction du métal. Cela permet d'éliminer les fissures et la rouille et d'obtenir une surface parfaitement lisse.
Quelles sont les pratiques de maintenance recommandées pour le fonctionnement d'une machine à peler ?
Vérifiez régulièrement l'état de la broche et remplacez les lames émoussées. Veillez à la lubrification des pièces et à l'élimination des vibrations de la machine. Ces précautions contribuent à une meilleure efficacité d'épluchage et permettent de conserver une surface lisse.
Une machine à peler YUNDE peut-elle être intégrée à des lignes de production automatisées ?
Oui, c'est possible. Les unités YUNDE sont conçues pour fonctionner avec des outils de redressage et de coupe automatiques. Cela permet de retourner et d'éplucher les barres à la machine avec une intervention manuelle minimale.
Article récent



Produits associés
Produits les plus vendus

Ligne de lissage Coil To Bar
Le fil machine en acier inoxydable est déroulé et pré-redressé, puis élagué à l'aide d'un tour sans centre et coupé à une longueur précise. Après un dernier passage de redressage de précision dans une redresseuse à deux rouleaux, on obtient une barre droite en acier inoxydable de haute précision.

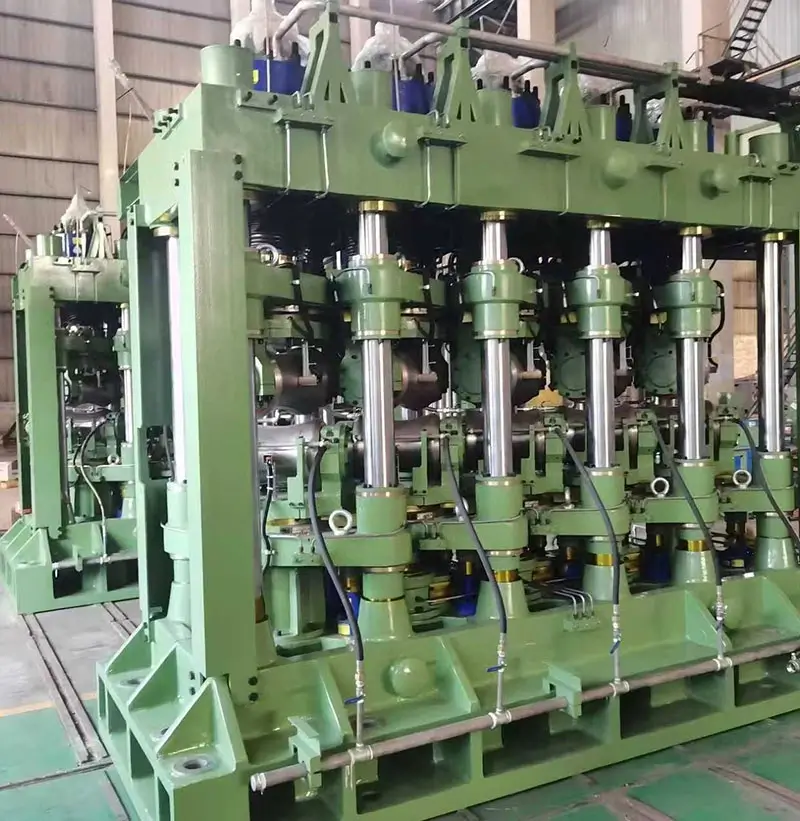
Machine à peler (tour sans centre)
L'unité de machine à peler (tour sans centre) est un produit développé indépendamment après avoir comparé et contrasté les avantages de produits étrangers similaires et les avoir combinés avec les caractéristiques de production des entreprises nationales, ce qui a abouti à une conception simplifiée et optimisée.

Ligne de production bobine à bobine
La ligne de production de bobine à bobine est composée d'une série de machines comprenant une dérouleuse et redresseuse, une éplucheuse, un mécanisme de serrage, un dispositif de pré-cintrage, une enrouleuse, etc. Grâce à ces machines, la barre de bobine noire est transformée en barre de bobine brillante de haute qualité.

Machine à lisser série BS
Une redresseuse est un appareil servant à redresser les profilés, barres, tubes et fils métalliques. Elle utilise des rouleaux redresseurs pour comprimer le matériau et ainsi le redresser. Généralement, elle comporte deux rangées de rouleaux, dont le nombre peut varier. Il existe également des redresseuses à deux rouleaux, qui exploitent la variation d'angle de deux rouleaux (de forme concave ou hyperbolique) pour redresser des matériaux de diamètres différents.
Machine à redresser les tubes en acier à rouleaux multiples
Il s'agit d'un dispositif mécanique servant à redresser la courbure et l'ovalisation des tubes en acier. Il est utilisé pour redresser les tubes en acier fortement allié, résistant à la corrosion, réfractaire, en acier et alliages réfractaires, en fer-nickel, en nickel et en alliages de titane, afin de réduire les défauts de rectitude longitudinale et de circularité transversale.

machine à redresser horizontale et verticale
Relâchez le volant de la redresseuse horizontale et verticale à plusieurs rouleaux pour permettre à la bobine de fil de passer entre les rouleaux de redressage. Serrez le volant jusqu'à la position déterminée empiriquement, mettez en marche le dispositif d'alimentation et effectuez plusieurs essais de redressage. Alimentez ensuite la bobine de fil avec les rouleaux de redressage verticaux, en suivant la même procédure que pour le redressage horizontal. Enfin, alimentez la machine à dénuder avec la bobine de fil.