SOBRE NOSOTROS
Yantai Yunde Intelligent Technology Co., Ltd. cuenta con tan solo 30 años de experiencia en producción, ha prestado servicios a más de 300 clientes nacionales y extranjeros, y ha fabricado más de 2.000 máquinas.
SOLICITE UN PRESUPUESTO GRATUITO
-
Hogar

-
Blog
-
Blogs del sector
- Cómo optimizar la rugosidad superficial en máquinas peladoras de barras de acero
Cómo optimizar la rugosidad superficial en máquinas peladoras de barras de acero
-
autor
- 4,junio
 autor
autor 
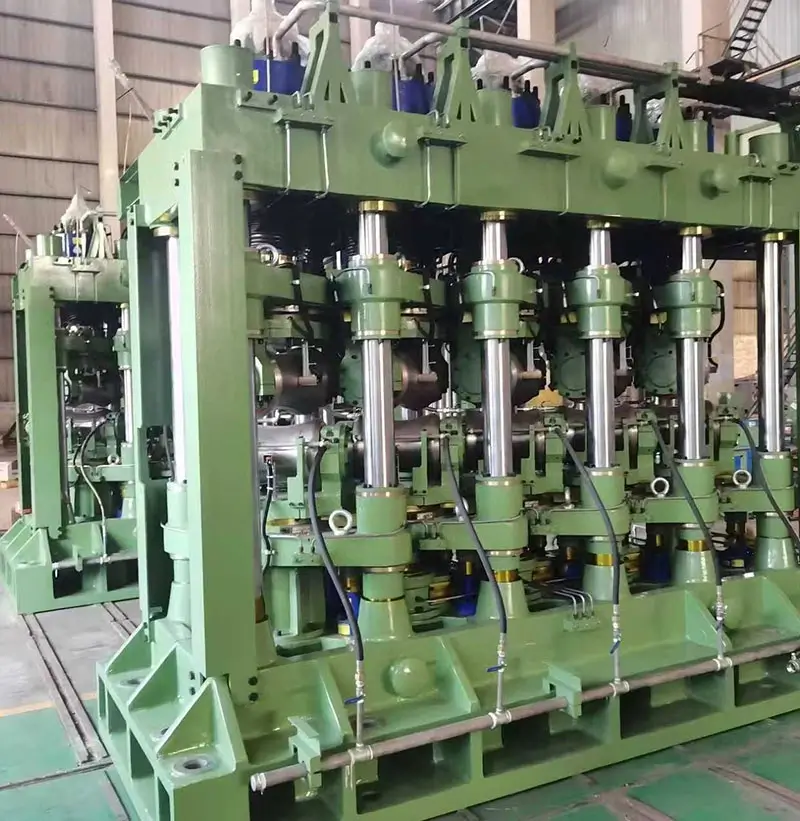
¿Qué es una máquina peladora y cómo funciona?
En el mundo de la metalurgia actual, la fabricación de barras brillantes de primera calidad requiere más que un simple trabajo superficial. Una máquina peladora de acero es una herramienta muy técnica. Está diseñada para eliminar defectos superficiales como capas de carbono quemado, incrustaciones de óxido y pequeñas grietas de las barras de metal. Esto no es como un simple pulido que solo frota la superficie; fabricante de máquinas peladoras Está diseñado para eliminar material y crear un acabado plano y preciso. En muchos talleres, una barra solo está lista después de pasar por esta unidad. Este paso garantiza que se gire y se pele a máquina para ajustarse a las necesidades específicas. Durante el pelado de la barra de acero, la materia prima entra en el dispositivo. Allí, una cuchilla giratoria corta lentamente una fina capa de la capa exterior. Esto corrige las irregularidades de la superficie. También asegura que el tamaño sea el correcto y ayuda a que la barra se mantenga recta. Para optimizar la rugosidad de la superficie de pelado, es necesario saber cómo funciona la máquina, a qué velocidad alimentarla y cómo mantenerla en buen estado.
Por qué la rugosidad de la superficie al descascararse es fundamental
La calidad de la superficie exterior es crucial para el buen desempeño de las barras de acero en trabajos de alta gama. Pequeñas imperfecciones pueden causar mayor fricción y desgaste en procesos posteriores. También pueden provocar desalineación o rotura prematura de las piezas. Al optimizar la rugosidad de la superficie de pelado, las barras alcanzan un valor Ra constante de 1,6 micras. Este nivel es ideal para ejes de alta precisión. La rectitud también mejora, llegando a un límite de entre 0,1 y 0,4 milímetros por metro una vez finalizado el trabajo. La velocidad total de las líneas de pelado de barras de acero aumenta, ya que se requiere menos trabajo posterior. Los talleres afirman que, cuando las barras se mecanizan y pelan correctamente, los pasos posteriores, como el corte o el roscado, se realizan con mayor rapidez. Además, las herramientas tienen una vida útil mucho mayor. Esto convierte el pelado uniforme en un aspecto fundamental del trabajo en las fábricas modernas.
Cómo optimizary Rugosidad superficial de descamación: parámetros técnicos
Ajuste fino de una máquina peladora, específicamente una de acero. máquina peladoraSe necesitan cambios muy cuidadosos. La profundidad de corte y la velocidad de avance de la barra son vitales. Los cortes de un solo lado pueden comenzar en 0,25 milímetros para barras delgadas y llegar hasta 5 milímetros para barras gruesas. Las velocidades de avance varían de 1 a 18 metros por minuto. Esto depende del tamaño de la barra y del modelo de herramienta específico. Los límites de tamaño también son muy importantes. El uso de estándares IT8 ayuda a mantener una remoción de metal uniforme y evita patrones ondulados en la superficie. Las nuevas funciones, como los controles PLC, permiten a los operarios ajustar las herramientas mientras están en funcionamiento. También registran el diámetro en un bucle cerrado. Esto mantiene el trabajo constante sin detener la línea. Los buenos hábitos de mantenimiento también son imprescindibles. Alinear el husillo, usar aceite y mantener las cuchillas afiladas contribuyen a mejorar el aspecto de la superficie. Reducir las vibraciones y mantener la base estable optimizará aún más la rugosidad de la superficie de pelado. Esto garantiza que las barras se torneen y pelen de la misma manera en cada ocasión. La tabla a continuación muestra los detalles técnicos de varios modelos utilizados en el pelado de barras de acero:
| Modelo | Rango de diámetro (mm) | Longitud (m) | Velocidad (m/min) | Profundidad de corte (un solo lado en mm) | Tolerancia de diámetro | Rugosidad superficial (μm) | Motor principal (kW) | Observación |
| PM25 | Φ6–25 | ≥1,2 | 1~30 | 0.25~1 | ≤IT8 | Ra≤1,6 | 22 | CNC totalmente automático Semiautomático |
| PM40 | Φ6–40 | ≥1,4 | 1~18 | 0.25~1.5 | ≤IT8 | Ra≤1,6 | 45 | CNC totalmente automático Semiautomático |
| PM60 | Φ12–65 | ≥2,2 | 1~15 | 0.3~2.5 | ≤IT8 | Ra≤1,6 | 55 | CNC totalmente automático Semiautomático |
| PM80 | Φ15-80 | ≥2,2 | 1~15 | 0.5~2.5 | ≤IT8 | Ra≤1,6 | 75 | CNC totalmente automático Semiautomático |
| PM100 | Φ20-100 | ≥2,5 | 1~12 | 1.0~4.0 | ≤IT8 | Ra≤1,6 | 90 | CNC totalmente automático Semiautomático |
| PM130 | Φ35-130 | ≥2,8 | 1~8 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 110 | CNC totalmente automático Semiautomático |
| PM160 | Φ40-160 | ≥4 | 1~6 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 132 | CNC totalmente automático Semiautomático |
| PM200 | Φ80-200 | ≥4 | 1~5 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 160 | CNC totalmente automático Semiautomático |
| PM250 | Φ85-250 | ≥4 | 1~4 | 1.0~5.0 | ≤IT8 | Ra≤1,6 | 200 | CNC totalmente automático Semiautomático |
| PM350 | Φ150-350 | ≥4,5 | 0.2~2 | 1.0~10.0 | ≤IT8 | Ra≤1,6 | 200 | CNC totalmente automático Semiautomático |
Estos datos demuestran cómo funciona la máquina peladora de acero con barras de diferentes tamaños. Garantiza un pelado uniforme en una amplia gama de productos.

Cómo el flujo de trabajo de producción mejora la eficiencia del pelado
Un plan de trabajo inteligente mejora tanto la calidad del acabado como la velocidad de la línea de producción. Las barras en bruto entran en la máquina peladora de acero tras un rápido paso de preenderezamiento. Esto evita que la máquina se atasque o corte de forma irregular. A continuación, la unidad recorta las imperfecciones de forma constante. Esto da como resultado valores Ra inferiores a 1,6 micras. Después, las barras pasan por una enderezadora de precisión. Esto corrige cualquier doblez o torsión. Ayuda a alcanzar límites de rectitud de hasta 0,1 milímetros por metro. Finalmente, las barras se cortan y apilan para su envío. El uso de una máquina YUNDE en una línea automatizada garantiza que cada pieza se mecanice, tornee y pele sin roturas. Esto reduce el tiempo de inactividad y ofrece al usuario consejos para una gran eficiencia en el pelado.
¿Qué consejos operativos maximizan la eficiencia y optimizan la rugosidad de la superficie?
Incluso una de primera categoría máquina peladora de barrasLa máquina peladora de acero necesita el cuidado adecuado para funcionar correctamente. Revisar y cambiar las cuchillas con frecuencia las mantiene afiladas para un acabado impecable. Debe configurar la máquina según el ancho, el largo y la rugosidad de la barra. Esto garantiza un corte uniforme. Controle la velocidad y la profundidad de alimentación para evitar irregularidades. El sistema PLC ayuda a mantener la estabilidad del funcionamiento de la máquina peladora, reduciendo los cambios innecesarios. Evitar vibraciones y lubricar la máquina con abundante aceite optimiza la rugosidad de la superficie de pelado y prolonga su vida útil. Esto permite mecanizar, tornear y pelar las barras de acero con precisión, manteniendo la mejor calidad superficial.
¿Por qué elegir máquinas peladoras modernas en lugar de métodos tradicionales?
En el caso del trefilado en frío o la limpieza química, una máquina peladora de acero ofrece una ventaja considerable. Estas herramientas trabajan mucho más rápido, a menudo entre dos y diez veces más rápido que los métodos tradicionales. Producen barras brillantes con un acabado mucho mejor. Los costos se mantienen bajos a largo plazo, ya que se requiere menos mano de obra. Los resultados son fáciles de replicar. Esto satisface las altas exigencias de las industrias de precisión. Los propietarios de máquinas YUNDE afirman obtener mejores superficies y menos piezas defectuosas. Esto las convierte en la opción preferida para la fabricación de barras brillantes en muchos sectores hoy en día.

Conclusión
La obtención de barras de acero brillante de alta calidad depende de la optimización de la rugosidad de la superficie durante el pelado. La máquina peladora de acero es la herramienta más importante para corregir defectos superficiales y lograr dimensiones exactas. Ajustando la configuración y eligiendo el modelo adecuado, los talleres pueden aumentar tanto la velocidad como la calidad. El uso de herramientas modernas de YUNDE garantiza resultados uniformes y permite un flujo de trabajo rápido incluso para las tareas industriales más exigentes.
Preguntas frecuentes
¿Cómo puedo asegurarme de que las máquinas peladoras YUNDE produzcan barras de acero lisas?
Mantenga la máquina en óptimas condiciones y ajuste la profundidad de corte según el tamaño de la barra. Utilice las herramientas automáticas integradas para mantener el diámetro constante. Estas prácticas permiten mecanizar, tornear y pelar la barra con una rugosidad superficial (Ra) de 1,6 micras o menos.
¿Cómo lo hago? optimizar prugosidad de la superficie de la anguila ¿Para barras con defectos superficiales?
Endereza primero las barras si están dobladas. Luego, ajusta la velocidad y la profundidad de la máquina peladora según el metal. Esto elimina grietas y óxido, creando una superficie muy lisa.
¿Cuáles son las prácticas de mantenimiento recomendadas para el funcionamiento de la máquina peladora?
Revise el husillo con frecuencia y cambie las cuchillas desafiladas. Mantenga todo lubricado y evite que la máquina vibre. Estos pasos contribuyen a una mayor eficiencia en el pelado y a mantener la superficie lisa.
¿Se puede integrar una máquina peladora YUNDE en líneas de producción automatizadas?
Sí, es posible. Las unidades YUNDE están diseñadas para funcionar con herramientas de enderezado y corte automáticos. Esto permite girar y pelar las barras mecánicamente con muy poca intervención manual.
Publicación reciente



Productos relacionados
Productos más vendidos

Línea de enderezamiento de bobina a barra
La varilla de alambre de acero inoxidable se desenrolla y se endereza previamente, luego se pela con un torno sin centros y se corta a la longitud precisa. Tras un último enderezamiento de precisión mediante una enderezadora de dos rodillos, el producto resultante es una barra recta de acero inoxidable de alta precisión.

Máquina peladora (torno sin centros)
La unidad de pelado (torno sin centros) es un producto desarrollado de forma independiente tras comparar las ventajas de productos extranjeros similares y combinarlas con las características de producción de las empresas nacionales, lo que dio como resultado un diseño simplificado y optimizado.

Línea de producción de bobina a bobina
La línea de producción de bobina a bobina es una serie de máquinas que incluyen una máquina desenrolladora y enderezadora, una máquina peladora, un mecanismo de sujeción, un dispositivo de precurvado, una máquina rebobinadora, etc. Mediante estas máquinas, la varilla de bobina negra se procesará para obtener una varilla de bobina brillante con una buena calidad superficial.

Máquina enderezadora serie BS
Una enderezadora es un dispositivo que se utiliza para enderezar perfiles, barras, tubos y alambres metálicos. La enderezadora utiliza rodillos enderezadores para comprimir el material y modificar su rectitud. Generalmente, cuenta con dos filas de rodillos enderezadores, con un número variable de ellos. También existen enderezadoras de dos rodillos, que se basan en el cambio de ángulo de dos rodillos (de forma cóncava e hiperbólica) para enderezar materiales de diferentes diámetros.
Máquina enderezadora de tubos de acero de rodillos múltiples
Es un dispositivo mecánico que se utiliza para corregir la curvatura y la ovalidad de las tuberías de acero. Se emplea para enderezar tuberías fabricadas con acero de alta aleación, resistente a la corrosión y al calor, así como con aleaciones de hierro-níquel, níquel y titanio, con el fin de reducir la falta de rectitud longitudinal y la falta de redondez transversal.

Máquina enderezadora horizontal y vertical
Suelte el volante de la enderezadora horizontal y vertical multirrodillo para que la bobina de alambre pase a través de los rodillos enderezadores. Apriete el volante hasta la posición determinada empíricamente, active el alimentador y realice varias pruebas de enderezamiento. A continuación, introduzca la bobina de alambre en los rodillos enderezadores verticales, siguiendo el mismo procedimiento que para el enderezamiento horizontal. Finalmente, introduzca la bobina de alambre en el alimentador de la desmoldadora.