О НАС
Компания Yantai Yunde Intelligent Technology Co., Ltd., обладающая 30-летним опытом производства, обслужила более 300 отечественных и зарубежных клиентов и выпустила более 2000 единиц оборудования.
ПОЛУЧИТЕ БЕСПЛАТНУЮ ЦЕНУ
-
Дом

-
Блог
-
Отраслевые блоги
- Как станок для выравнивания прутков может повысить точность?
Как станок для выравнивания прутков может повысить точность?
-
автор
- 25 июня
 автор
автор 
Введение
Изогнутый пруток создает проблемы на всей линии. Он нарушает подачу, очистку и полировку. Он также портит резку, тестирование и окончательную упаковку. Поэтому надежный станок для выравнивания прутков — это уже не просто дополнительная опция. Он активно поддерживает стабильное производство и неизменно высокое качество готовых прутков.
В ЮНДЕМы разрабатываем высокоточное оборудование для финишной обработки круглого стального прутка, включая системы лущения, выпрямления и полировки. Среди них наши выпрямительные машины серии BS отличаются прочной цельнолитой рамной конструкцией. В выпрямительных роликах используются материалы со значительно превосходящими свойствами по сравнению с обычной легированной сталью D2. Это оборудование обеспечивает выдающуюся производительность по скорости подачи, контролю прямолинейности и стабильной производительности обработки, достигая при этом оптимального баланса между всеми этими ключевыми характеристиками. Такие преимущества особенно заметны при обработке стальных прутков среднего и большого диаметра.

Как соотносятся технические параметры моделей серии BS?
В таблице ниже представлены полные технические характеристики серии BS. Клиенты часто сравнивают станок для выравнивания прутков Варианты ценообразования. Для них эти цифры имеют большое значение. Такие детали, как физические размеры, мощность двигателя и скорость подачи, влияют на конечную стоимость. Аналогично, целевые пределы прямолинейности и диаметра напрямую влияют на ценовое предложение.
Технические параметры выпрямительного станка серии BS
| Модель | Диапазон диаметров (мм) | Длина (м) | Скорость (м/мин) | Допуск по диаметру | Шероховатость поверхности (мкм) | Прямолинейность (мм/м) | Мощность главного двигателя | Структура |
| BS20 | Φ6–20 | ≥2 | 10~40 | ≤IT8 | Ra≤0,8 | 0.10 | 7.5*2 | Рамка |
| BS40 | Φ10–40 | ≥2 | 10~35 | ≤IT8 | Ra≤0,8 | 0.15 | 22*2 | Рамка |
| BS60 | Φ15–60 | ≥2 | 10~30 | ≤IT8 | Ra≤0,8 | 0.20 | 30*2 | Рамка |
| BS80 | Φ20-80 | ≥2 | 10~24 | ≤IT8 | Ra≤0,8 | 0.25 | 37*2 | Рамка |
| BS100 | Φ25-100 | ≥3 | 10~24 | ≤IT8 | Ra≤0,8 | 0.30 | 45*2 | Рамка |
| BS130 | Φ35-130 | ≥3 | 10~20 | ≤IT8 | Ra≤0,8 | 0.35 | 75*2 | Рамка |
| BS160 | Φ40-160 | ≥3 | 10~20 | ≤IT8 | Ra≤0,8 | 0.40 | 90*2 | Рамка |
Глядя на диаграмму, Выпрямительная машина BS100 Эта модель занимает промежуточное положение между BS80 и BS130. Она обрабатывает более широкий диапазон размеров, чем BS80, и при этом поддерживает стабильную скорость подачи в диапазоне от 10 до 28 м/мин. Для производственных линий, обрабатывающих прутки диаметром Φ25–Φ100 мм, эта модель подходит для интеграции в автоматизированные линии выпрямления при обработке прутков среднего и большого диаметра.
Как операторы должны подготовиться перед выравниванием арматуры?
Успешная правка прутка начинается еще до того, как металл попадет в станок. Операторы должны проверить диаметр, длину и состояние материала прутка. Также им необходимо знать конечную желаемую прямолинейность перед настройкой роликов. При использовании правильного станка BS100 диаметр прутка должен оставаться в пределах от Φ25 до Φ100 мм. Кроме того, длина заготовки должна составлять не менее 3 метров.
Состояние заготовки влияет на настройку станка операторами. Для необработанных черных деталей, деталей после шлифовки и готовых полированных деталей требуются совершенно разные настройки. Необработанная деталь может иметь толстый слой ржавчины, случайные изгибы или шероховатые дефекты. Деталь после шлифовки выглядит намного чище. Однако для достижения необходимой точности контроля прямолинейности все равно требуется точная настройка. При проверке деталей после шлифовки операторы всегда должны измерять качество поверхности, используя значения шероховатости.
Операторы должны согласовывать зазор между валками с фактическим диаметром прутка. При запуске системы следует медленно увеличивать давление. Разумно сначала проверить один образец. После проверки его прямолинейности оператор может отрегулировать давление, скорость подачи и положение валков. Только после этого следует запускать полномасштабное производство.
Какие факторы влияют на цену станка для выравнивания прутков?
Стоимость выпрямительной машины зависит от технической конфигурации, выходящей за рамки выбора модели. Покупателям необходимо проверить диапазон диаметров и минимальные требования к длине. Также следует проверить требуемую прямолинейность, скорость подачи и возможности автоматизации. Гидравлическая система и программное обеспечение управления также имеют значение. Наконец, покупателям следует проверить, может ли машина подключаться к оборудованию для очистки, нарезки или упаковки.
Для цеха, работающего с мелкими деталями, не требуется массивная рама или мощные двигатели. Для мощного оборудования, обрабатывающего детали диаметром 100 мм, необходима гораздо большая мощность. Аналогично, заказчик, которому требуется автоматическая система выравнивания прутков, интегрированная с другим линейным оборудованием, получит отдельное коммерческое предложение. Это предложение будет значительно отличаться от предложения на базовый, единичный экземпляр.
Сервисное обслуживание существенно влияет на реальную стоимость владения оборудованием. Покупателям необходимо учитывать экспортную упаковку, помощь в настройке и первоначальное тестирование. Обучение персонала, запасные части и будущий ремонт имеют не меньшее значение. Низкая начальная цена может легко обернуться огромными расходами. Это происходит, когда настройка занимает слишком много времени или операторам не хватает помощи во время поломки.

Заключение
В современном производстве заготовок для правки заготовок правящий станок играет ключевую роль в контроле качества. Он защищает последующие станки от повреждений и обеспечивает плавную подачу материала. Кроме того, он сокращает потери материала и повышает итоговые результаты испытаний. Правящий станок BS100 идеально подходит для деталей диаметром от Φ25 до Φ100 мм. Он сочетает в себе полезный диапазон размеров и прочную раму. Он также обеспечивает скорость подачи от 10 до 28 м/мин и достигает уровня прямолинейности 0,30 мм/м. При сравнении вариантов автоматических станков для правки заготовок название модели — это только начало. Оборудование должно точно соответствовать размеру материала и технологическому процессу завода. Оно также должно отвечать строгим требованиям к шероховатости, правилам прямолинейности и эксплуатационным характеристикам. Если вашему цеху необходима надежная линия финишной обработки, обратитесь в YUNDE. Мы обсудим размеры вашего материала, требуемую точность контроля прямолинейности и оптимальную настройку станка.
Часто задаваемые вопросы
Каков рабочий диапазон выпрямительной машины BS100?
Станок для выравнивания металла BS100 обрабатывает металл диаметром от Φ25 до Φ100 мм. Длина обрабатываемых деталей должна составлять не менее 3 метров. Он идеально подходит для выравнивания прутков средних и больших размеров в современных цехах чистовой обработки.
Насколько точна правка арматурных стержней с помощью станка BS100?
Официальный показатель прямолинейности составляет 0,30 мм/м. Однако реальная точность контроля прямолинейности зависит от нескольких факторов. К ним относятся твердость металла, исходные кривые, положение роликов, настройки давления и квалификация рабочих. Предварительная правка сырья с помощью предварительного правителя перед очисткой и точной правкой может оптимизировать как эффект правки, так и срок службы всей производственной линии. Предварительная правка необходима, если сырье имеет плохую прямолинейность.
Может ли автоматическая машина для выравнивания прутков работать после машины для очистки?
Да. Сначала устройство для удаления поверхностных дефектов очищает поверхность. Сразу после этого автоматический станок для выравнивания прутков исправляет любые изгибы. Это происходит до того, как металл переходит к резке, полировке или обвязке.
Какие факторы влияют на цену станка для выравнивания прутков?
Цена на станок для выпрямления прутков зависит от предельных размеров и мощности двигателя. Скорость подачи, требуемая прямолинейность и уровень автоматизации также влияют на стоимость. Кроме того, важную роль играют подключения к линии, упаковка, помощь в настройке и будущий ремонт.
Какая послепродажная поддержка необходима для станка для выравнивания прутков?
Как правило, клиентам необходимы понятные инструкции по настройке и помощь в тестировании. Им также требуется обучение персонала, оперативная техническая поддержка и консультации по долгосрочному ремонту. Эти услуги сокращают время простоя и обеспечивают бесперебойную работу завода.
Последняя публикация



Сопутствующие товары
Самые продаваемые товары

Линия выравнивания при отслаивании рулона от прутка
Проволока из нержавеющей стали разматывается и предварительно выпрямляется, затем очищается с помощью бесцентрового токарного станка и нарезается на точно заданную длину. После окончательной прецизионной правки на двухвалковом правильном станке получается высокоточный прямой стержень из нержавеющей стали.

Станок для очистки (бесцентровый токарный станок)
Станок для лущения (бесцентровый токарный станок) — это изделие, разработанное собственными силами после сравнения преимуществ аналогичных зарубежных изделий и их сочетания с производственными особенностями отечественных предприятий, что привело к упрощению и оптимизации конструкции.

Линия по производству рулонов
Линия по производству рулонов представляет собой комплекс оборудования, включающий в себя размоточную и правильную машины, лущильную машину, зажимной механизм, устройство предварительной гибки, намоточную машину и т. д. С помощью этого оборудования черный рулонный пруток перерабатывается в светлый рулонный пруток с хорошим качеством поверхности.

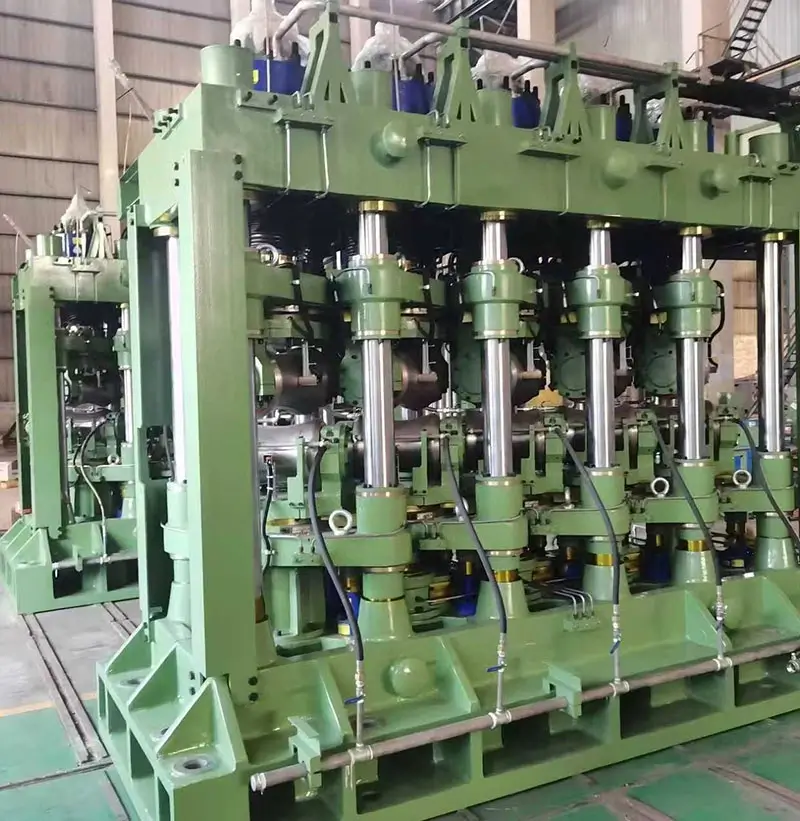
Выпрямительная машина серии BS
Выпрямительная машина — это устройство, используемое для выпрямления металлических профилей, прутков, труб и проволоки. Выпрямительная машина использует выпрямляющие ролики для сжатия материала, изменяя его прямолинейность. Обычно она имеет два ряда выпрямляющих роликов с различным количеством роликов. Существуют также двухроликовые выпрямительные машины, которые используют изменение угла двух роликов (имеющих вогнутую, гиперболическую форму) для выпрямления материалов разного диаметра.
Многовалковый станок для выпрямления стальных труб
Это механическое устройство, используемое для выпрямления кривизны и овальности стальных труб. Оно применяется для выпрямления труб из высоколегированной, коррозионностойкой, жаростойкой стали, а также легированных железо-никелевых, никелевых и титановых сплавов, с целью уменьшения продольной непрямотности и поперечной некруглости.

Горизонтальный и вертикальный правильный станок
Отпустите маховик многовалковой горизонтально-вертикальной правящей машины, чтобы проволока прошла через правящие ролики. Затяните маховик в заданное положение, запустите подающее устройство и проведите несколько пробных правок. Затем подайте проволоку к вертикальным правящим роликам, следуя той же процедуре, что и для горизонтальной правки. Наконец, подайте проволоку к подающему устройству очистительной машины.