À PROPOS DE NOUS
La société Yantai Yunde Intelligent Technology Co., Ltd., forte de seulement 30 ans d'expérience en production, a servi plus de 300 clients nationaux et étrangers et a produit plus de 2 000 machines.
DEMANDEZ UN DEVIS GRATUIT
-
Maison

-
Blog
-
Blogs de l'industrie
- Comment une machine à redresser les barres peut-elle améliorer la précision ?
Comment une machine à redresser les barres peut-elle améliorer la précision ?
-
 auteur
auteur - 25,juin

Introduction
Une barre tordue engendre des problèmes sur toute la ligne de production. Elle perturbe l'alimentation, le déroulage et le polissage. Elle compromet également la découpe, les tests et l'emballage final. C'est pourquoi une redresseuse de barres robuste n'est plus un simple équipement optionnel. Elle contribue activement à une production stable et à une qualité constante des barres finies.
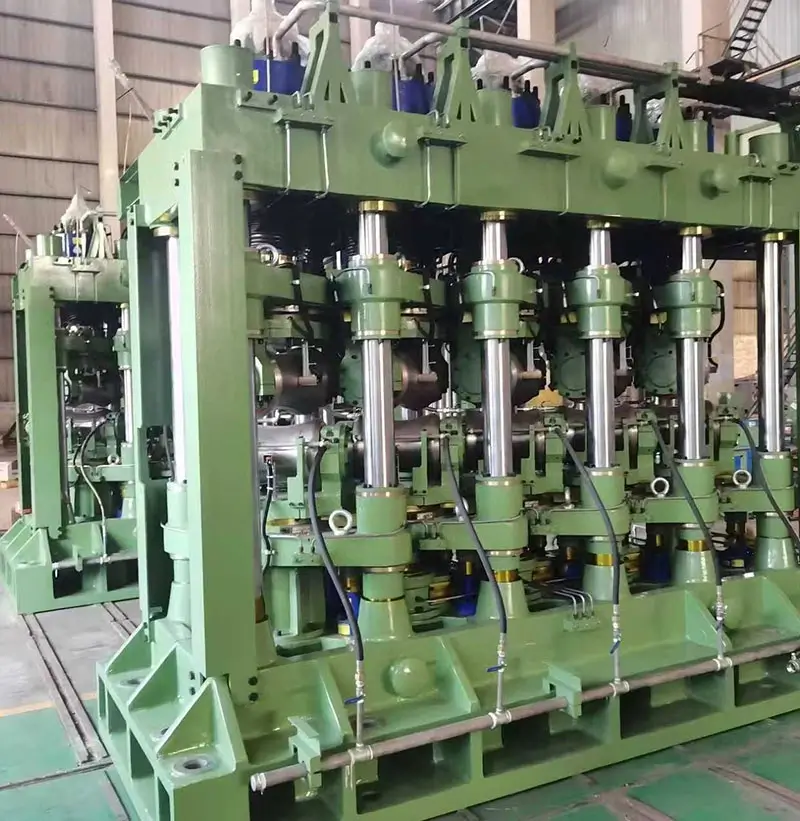
À YUNDENous concevons des équipements de finition de précision pour l'acier rond, notamment des systèmes de déroulage, de redressage et de polissage. Parmi ceux-ci, nos redresseuses de la série BS se distinguent par leur châssis monobloc robuste. Les rouleaux de redressage sont fabriqués à partir de matériaux aux propriétés nettement supérieures à celles de l'acier allié D2 conventionnel. Cet équipement offre des performances exceptionnelles en termes de vitesse d'alimentation, de contrôle de la rectitude et de capacité de traitement stable et constante, tout en assurant un équilibre optimal entre ces performances clés. Ces avantages sont particulièrement appréciables lors du traitement de barres d'acier de moyenne et grande dimension.

Comment les modèles de la série BS se comparent-ils en termes de paramètres techniques ?
Le tableau ci-dessous présente les spécifications complètes de la série BS. Les clients comparent souvent les différentes options. machine à redresser les barres Les options de prix sont cruciales pour eux. Des détails comme les dimensions, la puissance du moteur et la vitesse d'avance influent sur le coût final. De même, les exigences de rectitude et de diamètre ont un impact direct sur le devis.
Paramètres techniques de la machine à lisser de la série BS
| Modèle | Plage de diamètres (mm) | Longueur (m) | Vitesse (m/min) | Tolérance de diamètre | Rugosité de surface (μm) | Rectitude (mm/m) | Puissance du moteur principal | Structure |
| BS20 | Φ6–20 | ≥2 | 10~40 | ≤IT8 | Ra≤0,8 | 0.10 | 7.5*2 | Cadre |
| BS40 | Φ10–40 | ≥2 | 10~35 | ≤IT8 | Ra≤0,8 | 0.15 | 22*2 | Cadre |
| BS60 | Φ15–60 | ≥2 | 10~30 | ≤IT8 | Ra≤0,8 | 0.20 | 30*2 | Cadre |
| BS80 | Φ20-80 | ≥2 | 10~24 | ≤IT8 | Ra≤0,8 | 0.25 | 37*2 | Cadre |
| BS100 | Φ25-100 | ≥3 | 10~24 | ≤IT8 | Ra≤0,8 | 0.30 | 45*2 | Cadre |
| BS130 | Φ35-130 | ≥3 | 10~20 | ≤IT8 | Ra≤0,8 | 0.35 | 75*2 | Cadre |
| BS160 | Φ40-160 | ≥3 | 10~20 | ≤IT8 | Ra≤0,8 | 0.40 | 90*2 | Cadre |
En regardant le graphique, Machine à lisser BS100 Ce modèle se situe entre les normes BS80 et BS130. Il prend en charge une gamme de dimensions plus étendue que la BS80, tout en maintenant une vitesse d'alimentation stable de 10 à 28 m/min. Pour les lignes de production traitant des barres de Φ25 à Φ100 mm, ce modèle est idéal pour l'intégration de lignes de redressage automatisées dans le traitement de barres de diamètre moyen à grand.
Comment les opérateurs doivent-ils se préparer avant le redressage des barres ?
Le redressage réussi des barres commence avant même l'introduction du métal dans la machine. Les opérateurs doivent vérifier le diamètre, la longueur et l'état du matériau de la barre. Ils doivent également connaître l'objectif de rectitude final avant de régler les rouleaux. Lors de l'utilisation de la redresseuse BS100, le diamètre de la barre doit être compris entre Φ25 et Φ100 mm. De plus, la pièce doit mesurer au moins 3 mètres de long.
L'état de la barre influe sur le réglage de la machine. Les pièces brutes noires, les pièces décapées et les pièces finies brillantes nécessitent des réglages totalement différents. Une pièce brute peut présenter une forte rouille, des courbures irrégulières ou des défauts importants. Une pièce décapée paraît beaucoup plus propre. Cependant, elle exige tout de même un réglage précis pour atteindre la rectitude requise. Lors du contrôle des pièces décapées, les opérateurs doivent systématiquement évaluer la qualité de surface à l'aide des valeurs de rugosité.
Les opérateurs doivent adapter l'écartement des rouleaux au diamètre réel de la barre. Ils doivent augmenter la pression progressivement lors du démarrage du système. Il est conseillé de commencer par un essai sur une seule pièce. Après avoir vérifié sa rectitude, l'opérateur peut ajuster la pression, la vitesse d'alimentation et la position des rouleaux. Ce n'est qu'ensuite qu'il peut lancer la production en série.
Quels sont les facteurs qui influencent le prix d'une machine à redresser les barres ?
Le coût d'une redresseuse dépend de sa configuration technique, au-delà du simple choix du modèle. Les acheteurs doivent vérifier la plage de diamètres et les exigences de longueur minimale. Ils doivent également s'assurer du niveau de rectitude souhaité, de la vitesse d'alimentation et des fonctionnalités d'automatisation. Le système hydraulique et le logiciel de commande sont également importants. Enfin, il convient de vérifier la compatibilité de la machine avec des équipements de pelage, de découpe ou d'emballage.
Un atelier spécialisé dans les pièces de petite taille ne nécessite ni châssis imposant ni moteurs de grande puissance. En revanche, une installation de production intensive de pièces de 100 mm de diamètre requiert une puissance bien supérieure. De même, un client souhaitant une redresseuse de barres automatique intégrée à une ligne de production recevra un devis personnalisé, très différent de celui établi pour une unité de base.
Les services d'assistance modifient le coût réel de possession d'une machine. Les acheteurs doivent prendre en compte l'emballage pour l'exportation, l'aide à l'installation et les tests initiaux. La formation du personnel, les pièces détachées et les réparations futures sont tout aussi cruciales. Un prix de départ attractif peut rapidement se transformer en un coût exorbitant, notamment si l'installation est trop longue ou si les opérateurs ne bénéficient pas d'assistance en cas de panne.

Conclusion
Une redresseuse est un élément clé du contrôle qualité dans la production moderne de finition de barres. Elle protège les machines suivantes des dommages et assure une alimentation régulière. Elle réduit également les efforts inutiles et améliore les résultats des tests finaux. La redresseuse BS100 est parfaitement adaptée aux pièces de Φ25 à Φ100 mm. Elle allie une large gamme de dimensions à une structure robuste. Elle offre une vitesse d'alimentation de 10 à 28 m/min et atteint un niveau de rectitude de 0,30 mm/m. Lors du choix d'une redresseuse automatique de barres, le nom du modèle n'est que le point de départ. L'équipement doit correspondre exactement aux dimensions du matériau et au flux de production de votre usine. Il doit également répondre à des exigences strictes en matière de rugosité, de rectitude et de maintenance. Si votre atelier a besoin d'une ligne de finition fiable, contactez YUNDE. Nous pourrons discuter des dimensions de vos matériaux, de la précision de rectitude requise et de la configuration machine la plus adaptée.
FAQ
Quelle est la plage de fonctionnement de la machine à lisser BS100 ?
La redresseuse BS100 traite les pièces métalliques de diamètre compris entre 25 et 100 mm. La longueur minimale des pièces est de 3 mètres. Elle est parfaitement adaptée au redressage de barres de moyenne et grande taille dans les ateliers de finition modernes.
Quelle est la précision du redressage des barres avec la machine à redresser BS100 ?
La valeur officielle de rectitude est de 0,30 mm/m. Cependant, la précision réelle du contrôle de rectitude dépend de plusieurs facteurs, notamment la dureté du métal, les courbures initiales, la position des rouleaux, les réglages de pression et le savoir-faire de l'opérateur. Le pré-redressage des matières premières à l'aide d'une machine de pré-redressage avant le déroulage et le redressage de précision permet d'optimiser à la fois le résultat du redressage et la durée de vie de la ligne de production. Une machine de pré-redressage est nécessaire lorsque la rectitude de la matière première est insuffisante.
Une machine à redresser les barres automatique peut-elle fonctionner après une machine à peler ?
Oui. Une unité d'écaillage élimine d'abord les défauts de surface. Ensuite, une machine à redresser les barres automatique corrige les éventuelles déformations. Cette opération a lieu avant que le métal ne soit coupé, poli ou noué.
Quels sont les facteurs qui influencent le prix d'une machine à redresser les barres ?
Le prix d'une machine à redresser les barres varie en fonction des limites de taille et de la puissance du moteur. La vitesse d'avance, les objectifs de rectitude et le niveau d'automatisation influent également sur le coût. De plus, les raccordements de ligne, l'emballage, l'assistance à l'installation et les réparations ultérieures ont un impact important.
Quel type de support après-vente est nécessaire pour une machine à redresser les barres ?
Les clients ont généralement besoin de guides d'installation clairs et d'une aide aux tests. Ils nécessitent également une formation du personnel, une assistance technique rapide et des conseils de réparation à long terme. Ces services permettent de réduire les temps d'arrêt et d'assurer le bon fonctionnement de l'usine.
Article récent



Produits associés
Produits les plus vendus

Ligne de lissage Coil To Bar
Le fil machine en acier inoxydable est déroulé et pré-redressé, puis élagué à l'aide d'un tour sans centre et coupé à une longueur précise. Après un dernier passage de redressage de précision dans une redresseuse à deux rouleaux, on obtient une barre droite en acier inoxydable de haute précision.

Machine à peler (tour sans centre)
L'unité de machine à peler (tour sans centre) est un produit développé indépendamment après avoir comparé et contrasté les avantages de produits étrangers similaires et les avoir combinés avec les caractéristiques de production des entreprises nationales, ce qui a abouti à une conception simplifiée et optimisée.

Ligne de production bobine à bobine
La ligne de production de bobine à bobine est composée d'une série de machines comprenant une dérouleuse et redresseuse, une éplucheuse, un mécanisme de serrage, un dispositif de pré-cintrage, une enrouleuse, etc. Grâce à ces machines, la barre de bobine noire est transformée en barre de bobine brillante de haute qualité.

Machine à lisser série BS
Une redresseuse est un appareil servant à redresser les profilés, barres, tubes et fils métalliques. Elle utilise des rouleaux redresseurs pour comprimer le matériau et ainsi le redresser. Généralement, elle comporte deux rangées de rouleaux, dont le nombre peut varier. Il existe également des redresseuses à deux rouleaux, qui exploitent la variation d'angle de deux rouleaux (de forme concave ou hyperbolique) pour redresser des matériaux de diamètres différents.
Machine à redresser les tubes en acier à rouleaux multiples
Il s'agit d'un dispositif mécanique servant à redresser la courbure et l'ovalisation des tubes en acier. Il est utilisé pour redresser les tubes en acier fortement allié, résistant à la corrosion, réfractaire, en acier et alliages réfractaires, en fer-nickel, en nickel et en alliages de titane, afin de réduire les défauts de rectitude longitudinale et de circularité transversale.

machine à redresser horizontale et verticale
Relâchez le volant de la redresseuse horizontale et verticale à plusieurs rouleaux pour permettre à la bobine de fil de passer entre les rouleaux de redressage. Serrez le volant jusqu'à la position déterminée empiriquement, mettez en marche le dispositif d'alimentation et effectuez plusieurs essais de redressage. Alimentez ensuite la bobine de fil avec les rouleaux de redressage verticaux, en suivant la même procédure que pour le redressage horizontal. Enfin, alimentez la machine à dénuder avec la bobine de fil.